近年来,电池弹簧不断迎来创新发展。在材料方面,新型合金材料的应用提高了弹簧的导电性和耐腐蚀性。在设计上,出现了更复杂的结构,以适应不同电池形状和安装方式的需求。例如,一些电池弹簧采用了多层螺旋设计,增加了接触面积,提高了电流传输效率。同时,随着电子设备越来越轻薄化,微型电池弹簧的研发也取得了较为明显成果,为小型化、高性能的设备提供了更好的解决方案。这些创新使电池弹簧能够更好地满足不断变化的市场需求。精密电池弹簧生产厂家,玖胜五金弹簧值得信赖,品类齐全。电池弹簧压力值
五金弹簧的尺寸标准有哪些?主要是根据它的直径、长度、圈数来描述,在使用之前可以先了解一下,玖胜弹簧生产厂家的小编来为大家汇总一下。1、制造五金弹簧的钢丝直径,弹簧丝直径d。2、五金弹簧的大外径,弹簧外径。3、五金弹簧的小外径,弹簧内径d1。4、五金弹簧平均的直径,它的计算公式是:D2=(D+D1)÷2=D1+d=D-d5、除了支撑的圈外,五金弹簧相邻两圈对应点在中径上的轴向距离成为节距,这个是用t来进行表示。6、有效圈数n:弹簧能保持相同节距的圈数。7、支撑圈数n2:为了使弹簧在工作时受力均匀,保证轴线垂直端面、制造时,通常把弹簧的两端并紧。并紧的圈数起支撑作用,称为支撑圈。一般有1.5T、2T、1.5T,常用的是2T。8、总圈数n1:有效圈数与支撑圈的和。即n1=n+n2.9、自由高H0:弹簧在未受外力作用下的高度。由下式计算:H0=nt+(n2-0.5)d=nt+1.5d(n2=2)时。10、五金弹簧展开的长度:绕制弹簧时所需钢丝的长度。L≈n1(ЛD2)2+n2(压簧)L=ЛD2n+钩部展开长度(拉簧)11、螺旋方向:有左右旋的区分,右旋是经常用到的,图纸上没有得到注明的一般用右左。广东进口电池弹簧怎么卖电池弹簧定制-找玖胜弹簧制作厂家-三天出样。

为了确保电池弹簧的质量,严格的检测流程必不可少。在生产过程中,会进行尺寸测量,检查弹簧的直径、长度、圈数等是否符合设计标准。同时,通过电阻测试来评估弹簧的导电性,确保电流传输的顺畅。弹性测试也是关键环节,检测弹簧在不同压力下的变形程度和恢复能力,以保证其能够提供稳定的接触压力。此外,还会进行耐腐蚀性测试,模拟不同环境条件,验证弹簧在恶劣环境中的可靠性。只有经过严格检测工序的电池弹簧,才能投入市场使用。
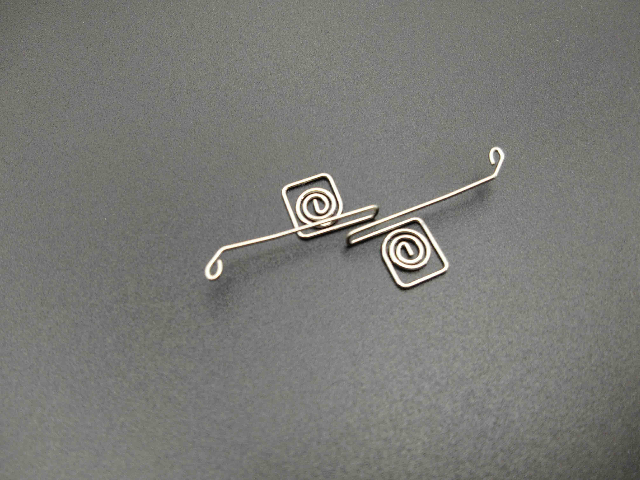
电池弹簧片属于五金冲压,电子五金材料类目中.英文名:BATTERYCONNECTOR.又名电池连接片,充电器端子,电池连接接触片,电池弹簧片,五金电池片,电池扣等.是电池上的一个重要组成部分,采用铜,铁,不锈钢等材料制成.电镀镀CT、银、镍.安装在导电膜上的电池弹簧片受到按压时,弹片中心点接触PCB板形成回路,电流通过.它具有导通性强、手感佳等特点.五金弹簧片作为工业系统中的一个重要元件,有着很大的使用量,而且种类繁多,因此五金弹簧片的制作有原始的手工制作,逐步走向自动化电池弹片生产工艺:电池弹簧片生产是通过冲压模具冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺.冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法.电池弹簧的作用:主要应用于1234567号电池,灯饰,电话机,毛绒玩具,电动玩具,防盗产品,数码相机等各种小型电子产品中我们知道您关心的是交期:编程工程师团队经验丰富,设备自动化生产程度高,设备生产速度快,日产量高!
弹簧在某些情况下需要耐腐蚀,在使用前需要检测它们的耐腐蚀性能,而用到的方法就是通过弹簧的盐雾试验来进行检测的,弹簧的人工模拟盐雾试验包括中性盐雾试验、醋酸盐雾试验、铜盐加速醋酸盐雾试验。1、中性盐雾试验(NSS试验)是目前应用领域广的一种加速腐蚀试验方法。它采用5%的氯化钠盐水溶液,溶液PH值调在中性范围(6~7)作为喷雾用的溶液。试验温度均取35℃,要求盐雾的沉降率在1~2ml/80cm·h之间。2、醋酸盐雾试验(ASS试验)是在中性盐雾试验的基础上发展起来的。它是在5%氯化钠溶液中加入一些冰醋酸,使溶液的PH值降为3左右,溶液变成酸性,形成的盐雾也由中性盐雾变成酸性。它的腐蚀速度要比NSS试验快很多。3、铜盐加速醋酸盐雾试验(LRHS-663P-RY)是国外新近发展起来的一种快速盐雾腐蚀试验,试验温度为50℃,盐溶液中加入少量铜盐—氯化铜,强烈诱发腐蚀。它的腐蚀速度大约是NSS试验的8倍。玖胜的电池弹簧的定制化服务能够满足客户特殊的需求和规格。电池弹簧压力值
弹簧定制,东莞弹簧厂家,遥控器弹簧定制厂家,玩具弹簧,电池弹簧定制。电池弹簧压力值
1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。 2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。 3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。 4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。电池弹簧压力值