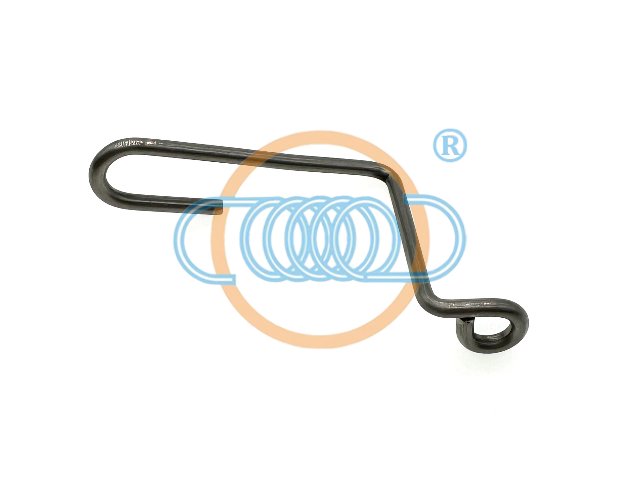
玖胜介绍弹簧的分类及工艺用途一般常见的弹簧可分为:螺旋压缩弹簧,;螺旋拉伸弹簧,螺旋扭转弹簧三大类。弹簧作为五金工业系统中的一个重要元件,有着非常大的使用量,而且种类繁多,是机械行业和日常生活中较为常用的零件,弹簧在受载时能产生较大的弹性变形,把机械工或动能转化为变形能,而卸载后弹簧的变形消失并回复原状,将变形能转化为机械功或动能弹簧钢丝是用于做弹簧或钢丝型件的一种钢丝,由于弹簧依靠弹性变形产生能量,所以弹簧钢丝不一定要有很高的塑性,但起码要有能承受弹簧成型的塑性,以及足够的能承受冲击能量的韧性。东莞弹簧定制厂家,您定我制20年多年的弹簧定制生产经验。东莞耐热型异形弹簧加工
制作异形弹簧会出现哪些缺陷:(1)由于压料芯为复杂型面故采用铸件成形后再对导向面进行机加工,造成加工面与凹模导向面滑配后存在间隙误差,在模具正常运行过程中出现了压料芯左/右摆动。(2)压料芯导向长度设计为125毫米,实际导向长度为100毫米,虽然在设计范围内,但存在托起部分110毫米,运动超过有效导向长9毫米,存在压料芯托起不稳定,制件定位不准的弊病。(3)异形弹簧长达100毫米的成形高度,需设计用的导滑板,不能靠加工面与凹模侧壁滑配间隙导向,侧斜致摩擦力增大,自润滑效果极差,强大的侧向力得不到有效消除,批量生产后会导致因长期磨损而引起导向间隙增大,提前丧失模具正常导向效果,从而会产生恶性质量事故。广东不锈钢304异形弹簧加工订做弹簧公差选择:根据实际需求选择外径基准型(走负公差),内径基准型(走正公差),弹簧常数公差±10%。
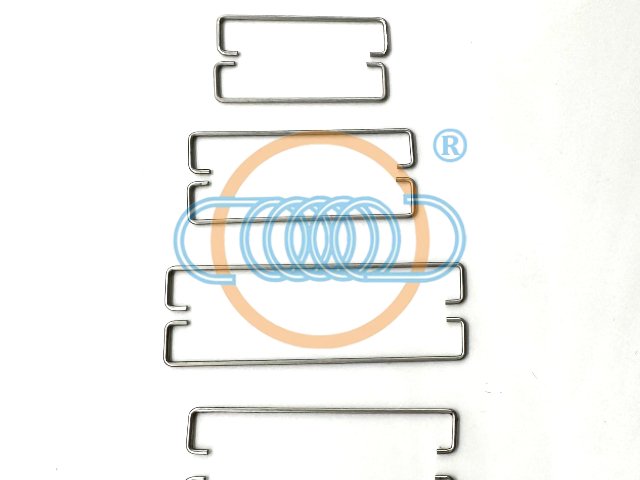
随着模具工业的发展,异形截面钢丝模具弹簧的应用数量和品种日益增大。异形截面模具弹簧具有刚度大、寿命长、体积小等特点。但其设计理论发展比较迟缓。目前,除正方形截面强力弹簧的设计方法比较成熟外,其它截面强力弹簧的设计方法,基本是根据具体截面通过试验,找出修正系数得出具体截面的经验设计公式,现对该类弹簧特点和设计问题作一简介。在相同空间内,正方形截面钢丝弹簧承载能力比圆截面簧要高43—48%。显而易见,矩形簧要大于50%以上。从使用应力过大是弹簧破坏的主要原因分析,在相同条件下,异形截面钢丝弹簧比圆截面钢丝弹簧的寿命要提高13—14%。异形截面钢丝弹簧能产生大的变形量。异形钢丝弹簧的重量大。线性度比圆截面弹簧好,即刚度更趋于常数值。特别是长边平行于轴线绕制的弹簧。
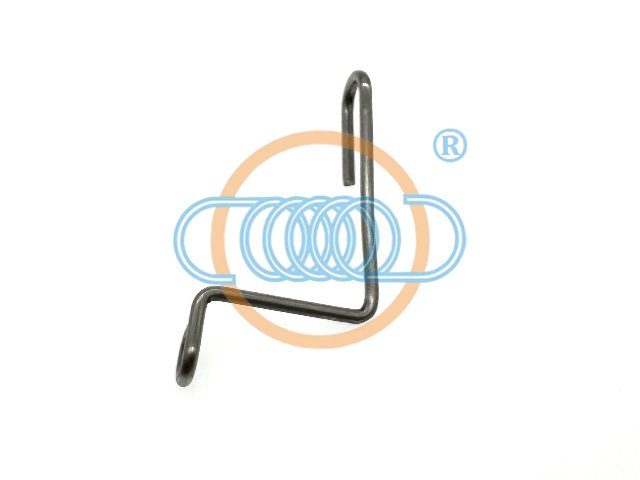
如果想要保证用弹簧制作的效果更好并且可以在使用的时候符合大家对于弹簧功能这样的要求,建议大家必须要选择专业正规的弹簧生产厂家来进行定制生产,这样才可以得到更完美的使用体验当然在价格定位方面更加合理,1、弹簧定做的时候大家需要考虑很多因素,尤其是需要考量自己个人的实际需求进行设计和定做,自然就会保证使用的功能优势得到更好的发挥,选择厂家的时候需要确定该厂家的生产加工能力,并且需要判断其提供的设计方案是否符合自己的要求,综合多方面因素来进行。2、建议大家需要了解在价格定位方面是否合理,这对于选择弹簧生产厂家来说也是一个非常直接的判断因素,了解厂家的生产加工能力是一方面,价格定位是否合理是很重要的一方面,所以建议大家需要综合这些因素进行衡量,避免给自己造成不必要的损失,能够让生产加工定做的性价比达到更高的标准带来更好的使用优势。选择弹簧定做生产厂家需要考虑以上这些问题,自然就会让大家得到更完美的体验以及优势,并且专业的工作人员会提供针对性的定制方案,在生产加工整个流程当中会保证质量更完美,所以确实会让广大客户得到更好的服务优势,避免出现各种意外情况。线成型弹簧定制需提供的参数:材质,线径,长度,等具体参数,是否电镀或者提供配件定制。

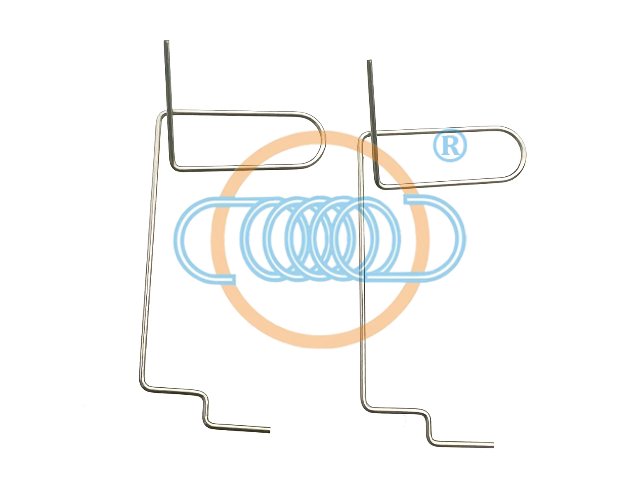
异形弹簧是日常生活中得到了广泛的应用,其作用是不可替代的,但其贡献得归功于电脑弹簧机的发展。目前电脑弹簧机(数控弹簧机)技术的发展,能够打制出各种工业所需的弹簧,具有较高的精确度、生产效率高、调试方便、操作简单等特点,被越来越多的加工生产厂家所采用。异形弹簧是弹簧诸多种类中较常用到的,形状各异、功能不同、具有特殊用途的弹簧总称。近年来,工业的发展及需求对各种弹簧(异形弹簧)的要求越来越高,复杂程度也愈业愈大,电脑弹簧机(数控弹簧机)的应用在这方面的贡献是巨大的,做出的弹簧制品精确度高,生产效率快,更重要的是带动了整个弹簧行业不断的向前发展玖胜的弹簧的材质选择精良,确保产品在不同环境下都能保持优异性能。东莞不锈钢316线成型弹簧有哪些厂生产
东莞玖胜弹簧,弹簧1枚起订-定制弹簧-弹簧标准件。东莞耐热型异形弹簧加工
1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。东莞耐热型异形弹簧加工