一、弹簧的热处理工艺流程总览:弹簧的热处理工艺流程主要由淬火和回火两个部分组成。其中淬火能够增加弹簧的硬度和强度,而回火则能够降低弹簧的脆性并调整机械性能。二、弹簧的淬火工艺1.加热:将弹簧放置在加热炉中进行预热,以达到规定的热处理温度。2.淬火:将已预热好的弹簧放置到淬火介质中进行淬火。通常选择水或油作为淬火介质,因为这两种介质具有快速冷却的能力,可以获得更高的硬度和强度。3.温度调节:淬火后的弹簧通常需要经过温度调节以消除淬火过程中产生的残余应力。一般来说,调节温度为350℃左右,温度保持时间视弹簧的规格和材料而异,通常为30至60分钟。4.表面处理:淬火后的弹簧表面常常会出现很多裂缝和微小的缺陷,需要进行表面处理,如去除铁锈和氧化皮,打磨等。精密弹簧生产厂家,玖胜五金弹簧值得信赖,品类齐全。东莞不锈钢拉力弹簧现货

拉伸弹簧的使用寿命,除了取决于制造精度,公道的弹簧结构,良好的热处理效果、正确地选择弹簧机以及拉伸弹簧安装精度之外,更要重视弹簧的准确使用、保养、维护等。针对于此,建议注意以下几点:1、使用拉伸弹簧前必须严格检查,确认无赃物灰尘等,仔细检查,定期的对冲床的转盘和模具安装底座进行检查,以保证上下转盘的同轴精度。2、拉伸弹簧的凸模和凹模刃口磨损时应及时停止使用,及时刃磨,否则会迅速扩大模具刃口的磨损程度,减少模具的使用寿命,降低弹簧质量。3、按照模具的安装程序将凸凹模在转盘上安装好,保证凸凹拉伸弹簧的方向一致,尤其是具有方向要求的拉伸弹簧更要细心,以免弄错。4、弹簧加工职员在安装模具时应使用较软的金属制成操纵工具,防止安装过程中敲、砸时损坏拉伸弹簧。5、想使拉伸弹簧的寿命长久一些,就应该定期的对模具弹簧进行更换,防止劳损影响拉伸弹簧使用寿命。广东不锈钢301拉伸弹簧怎么选型根据弹簧需承受的力量和环境的来选择材料,例如,304耐腐蚀能力强,琴钢丝抗拉强度高,SUS631材质耐高温。
在弹簧电镀过程中,可能会出现以下问题:1.电镀层出现气泡:可能是因为弹簧表面有油脂或污垢导致的,可以通过完善的前处理工序来解决。2.电镀层出现裂纹:可能是因为弹簧在电解处理或电镀过程中出现过度变形导致的,可以通过优化处理工艺或者提高弹簧的材质硬度来解决。3.电镀层不均匀:可能是因为电镀液浓度或者弹簧的表面处理不均匀导致的,可以通过优化电镀液配方,或者提高表面处理质量来解决。目前,弹簧电镀具有广泛的应用领域,包括家电、汽车、航空航天等领域。未来,随着技术的发展和工艺的突破,弹簧电镀将更具有环保性、适用性和高效性,将在更多的行业和场景中得到应用。
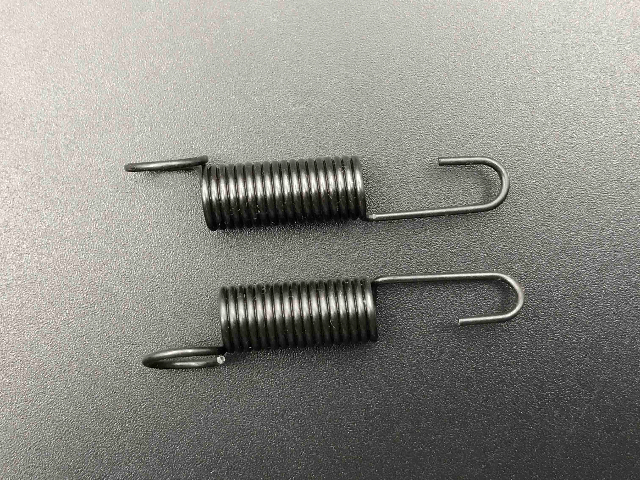
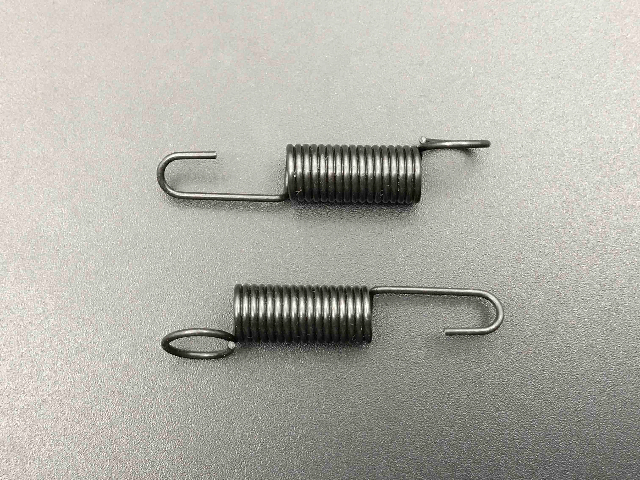
在当今的市场上,许多行业配件都用到拉伸弹簧,拉伸弹簧总共有三种说法,它们是:拉伸弹簧,拉力弹簧,拉簧。拉伸弹簧是承受轴向拉力的弹簧。拉伸弹簧一般由圆形材料制成。当不受拉力时,拉伸弹簧圈与圈之间是没有间隙。拉伸弹簧与其他弹簧的区别:拉伸弹簧的两端都是用钩子做的。拉伸弹簧的挂钩用于保证拉伸弹簧的拉力来源。拉力弹簧的原理与压缩弹簧的原理不同,压弹簧在受压时起反作用。拉伸弹簧在被拉或拉伸时试图把它们拉回一起。弹簧在进行选购的时候不要太过盲目的挑选。要确定自己个人的使用需求以及适用的环境和弹簧厂家进行沟通。

拉伸弹簧是承受轴向拉力的一种螺旋弹簧,拉伸弹簧一般都是用圆截面材料制造。在不承受负荷时,拉伸弹簧的圈与圈之间一般都是并紧的没有间隙。拉伸弹簧的两端都可以固定到其他组件上,当这些组件分离的时候,拉伸弹簧可以在次将所有的组件链接在一起,拉伸弹簧在伸展或拉开的时候反向作用。当拉伸弹簧两端拉开时,弹簧则会试图将他们拉回在一起。想压缩弹簧,拉伸弹簧也是吸收与储存能量。但不想压缩弹簧的是,大多数的拉伸弹簧通常在一定程度的张力下,即使是在没有任何负载的情况下,这种初始的张力决定了在没有任何负载的情况下,拉伸弹簧盘绕的紧密程度。拉伸弹簧能够吸收和储存能量,并且它还能够对抗拉力。相邻簧圈接触的紧密程度是由初拉力决定的。可通过控制弹簧的初拉力,从而瞒足特定的应用要求。拉伸弹簧各圈紧密并拢以对抗拉力。在无负荷状态下,这些黄圈通常是精密并拢的,拉伸弹簧的收口包括拉钩,小孔或其他几何形状的界面,以便固定到所连接的组件上,他们常常为在启动位置被拉伸的组件提供回弹力。拉伸弹簧的应用包括机动车的内侧和外侧,车库门用装置,虎钳,夹钳,汽化器医疗呼吸设备,运动控制,医疗移动设备,手工工具,家庭护理设备,减震。玖胜,您值得信赖的压缩弹簧品牌,我们用心为您打造每一款产品。东莞耐疲劳拉伸弹簧加工厂家
拉伸弹簧的负载能力直接影响到设备的工作效率。东莞不锈钢拉力弹簧现货
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。东莞不锈钢拉力弹簧现货