拉伸弹簧的工作原理正好和压缩弹簧的工作原理相反,压缩弹簧是在有压力的时候具有反向作用,而拉伸弹簧是在被拉伸的时候具有反向作用。当拉伸弹簧呗拉开的时候弹簧就想拉回来,这样就产生了力。拉伸弹簧能吸收和储存能量,拉伸弹簧和压缩弹簧的不同之处在于,拉伸弹簧在一定的张力下或者没有张力的情况下,这种初始的状态决定了拉伸弹簧的紧密程度。这样控制初始力就可以满足不容条件的需求。拉伸弹簧两端是固定在其他的组件上,然后当这些组件分离的时候,拉伸弹簧就产生作用了,各圈紧密向一起并拢从而产生很强的抗拉力,会把这些组件连接在一起。这些弹簧圈在没有拉力的情况下紧密连接在一起的,弹簧的收口包括挂在其他组件上的拉钩,还有小孔以及几何形状的界面,有了这些固定在需要连接的组件上就不是问题了,这样有拉力的时候就会为这些组件提供一定的回弹力。拉伸弹簧的材质决定了其适用场景和寿命。耐热型拉簧生产厂家

弹簧的回火工艺1.加热:与淬火类似,将弹簧放置在加热炉中进行回火前的预热。2.回火:将已经淬火处理好的弹簧放置到回火炉中进行回火处理。回火温度与时间会直接影响弹簧的机械性能,通常使用中低温度进行长时间回火,能够消除淬火过程中出现的残余应力,降低弹簧的脆性,还能够提高韧性和延展性。3.控制冷却速率:回火完成后,弹簧会产生较大的内部应力,需要进行自然冷却或缓慢冷却,避免产生新的应力。四、小结热处理是弹簧制造中一个非常重要的工艺流程,巧妙的热处理能够提高弹簧的性能,使其具有更好的电气和机械特性。要想确保弹簧在制造的过程中能够达到预期的机械性能指标,必须严格按照工艺流程进行处理,避免产生缺陷,确保产品质量。东莞耐腐蚀拉簧加工订做玖胜生产的拉伸弹簧采用了先进的热处理工艺,提高了其耐久性。

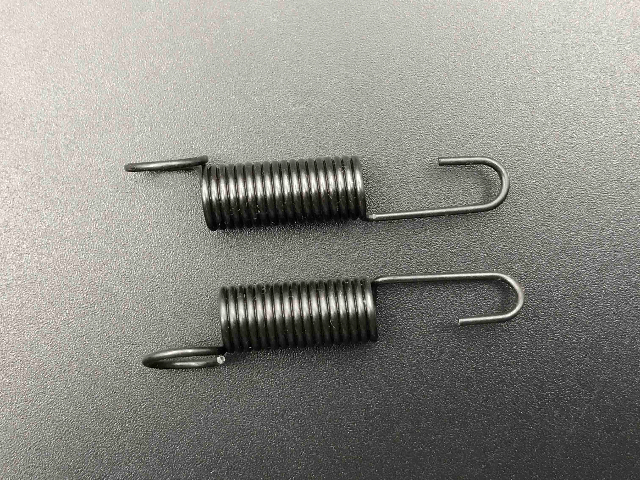
拉伸弹簧是由内往外施力,压缩弹簧是由外往内施力,力的方向不同压缩弹簧简称压簧她是承受轴向压力的螺旋弹簧,它所用的材料截面多为圆形,也有用矩形和多股钢萦卷制的,弹簧一般为等节距的,压缩弹簧的形状有:圆柱形、圆锥形、中凸形和中凹形及少量的非圆形等。压缩弹簧的圈与圈之间有一定的间隙,当受到处截荷时弹簧收缩变形,储存变形能。拉伸弹簧简称拉簧是承受轴向拉力的螺旋弹簧,拉伸弹簧一般都用圆截面材料制造。在不承受负荷时,拉伸弹簧的圈与圈之间一般都是并紧的没有间隙。利用拉伸后的回弹力工作,用以控制机件的运动、贮蓄能量、测量力的大小等,大多用于机械,仪表中。其钩的形式有侧钩拉伸弹簧、长钩拉伸弹簧、德式钩拉簧、半圆钩拉簧、鸭嘴钩拉簧等。它所用的材料有:不锈钢、高碳钢、琴钢、磷铜、油回火金弹簧钢等。
我们很多弹簧成型后都要经过研磨去除毛刺,特别是一些精密要求的机械用弹簧,客户会在图纸上特别标注。有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等等。随着工业化和自动化程度的提高,对零件弹簧的精度要求也愈来愈高,如果不把毛刺去掉,将造成多方面的不良影响。例如:火箭、导弹、飞机上的弹簧,如不去掉毛刺,后果是不堪设想的。弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。 拉伸弹簧的寿命受到多种因素的影响,如材质、工艺和使用环境等。

一、弹簧的热处理工艺流程总览:弹簧的热处理工艺流程主要由淬火和回火两个部分组成。其中淬火能够增加弹簧的硬度和强度,而回火则能够降低弹簧的脆性并调整机械性能。二、弹簧的淬火工艺1.加热:将弹簧放置在加热炉中进行预热,以达到规定的热处理温度。2.淬火:将已预热好的弹簧放置到淬火介质中进行淬火。通常选择水或油作为淬火介质,因为这两种介质具有快速冷却的能力,可以获得更高的硬度和强度。3.温度调节:淬火后的弹簧通常需要经过温度调节以消除淬火过程中产生的残余应力。一般来说,调节温度为350℃左右,温度保持时间视弹簧的规格和材料而异,通常为30至60分钟。4.表面处理:淬火后的弹簧表面常常会出现很多裂缝和微小的缺陷,需要进行表面处理,如去除铁锈和氧化皮,打磨等。在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。东莞耐腐蚀拉簧加工订做
玖胜弹簧专注耐疲劳弹簧的生产,可为您提供来图来样加工定制,有工程团队和客服团队为您服务。耐热型拉簧生产厂家
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。 耐热型拉簧生产厂家