弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。 精密弹簧生产厂家,玖胜五金弹簧值得信赖,品类齐全。东莞耐腐蚀拉簧销售

选择弹簧材料时,因考虑其用途、使用条件、(载荷性质、大小及循环特性、工作持续时间、工作温度等)以及加工、热处理和经济性等因素。为了保障弹簧能够可靠的工作,其材料应满足具有较高的强度极限和屈服极限外,还必须具有较高的弹性极限、疲劳极限、冲击韧性、塑性和良好的热处理工艺性等。实际中应用较多的就是弹簧钢,其品种又有碳素弹簧钢、低猛弹簧钢、硅锰弹簧钢和铬钒钢等。弹簧材料选择必须充分考虑到弹簧的用途、重要程度与所受的载荷性质、大小、循环特性、工作温度、周在介质等使用条件,以及加工、热处理和经济性等因素,以便使选择结果与实际要求相吻合。钢是常用的弹簧材料。当受力较小而又要求防腐蚀、防磁等特性时,可以采用有色金属。此外,还有用非金属材料制做的弹簧,如橡胶、塑料、软木及空气等。东莞拉力弹簧快速出样在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。
弹簧电镀的工艺流程包括:打磨、清洗、电解处理、电镀、清洗、热处理等步骤。具体过程如下:1.打磨:根据弹簧的不同材质和电镀要求,选择合适的打磨材料对弹簧进行表面处理,以便于后续的清洗、电解处理和电镀。2.清洗:通过浸泡在清洗剂中或者喷淋清洗,去除表面污垢和油脂,保证电镀质量。3.电解处理:使用不同的酸碱度和电压对铜、镍等金属进行电解处理,以便于后续的电镀。4.电镀:将弹簧浸入电镀液中,利用镍、铬等金属离子的还原作用,通过电极反应使金属镀在弹簧表面,形成弹簧电镀层。5.清洗:用水和清洗剂将电镀后的弹簧表面清洗干净,以便于后续的热处理。6.热处理:对已经电镀的弹簧进行高温处理,使得电镀层与弹簧本身更好地结合,提高弹簧的强度和耐腐蚀性。
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。拉伸弹簧的疲劳寿命是评估其性能的重要指标之一。

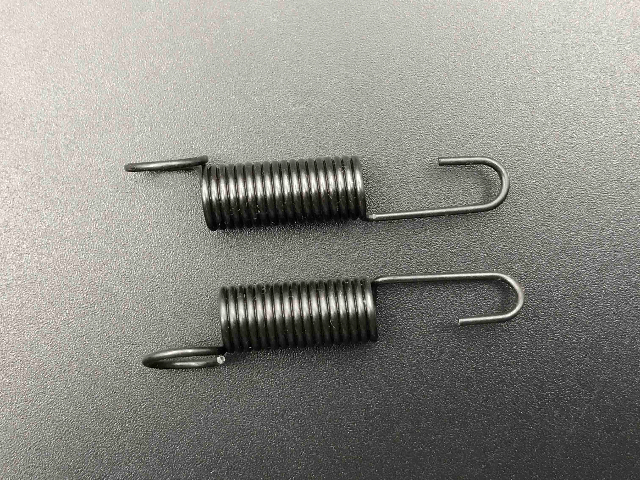
拉伸弹簧与其它弹簧的区别在于,拉伸弹簧有许多有效匝,两端有不同形状的“钩”。两端的“挂钩”用于承受不同形状和角度的载荷。此外,还有一些其他复杂的样式,如调整弹簧长度等。拉伸弹簧的有效圈数是紧密的,并且在一起,这保证了拉伸力并且存储了尽可能多的能量。螺旋拉伸弹簧由螺旋部分和钩环部分组成。在生产中应用拉伸弹簧的方法有圆钩环、偏心钩环、长圆钩环、锥形钩环、钩环与螺纹结合等。各种钩环形式适用于不同场合的使用要求,在设计和加工中根据不同要求生产不同的钩环。拉簧钩环既要保证和满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。因此,在加工钩环时应尽量增大过渡段的曲率半径,减少应力集中现象。 玖胜弹簧检测设备仪器齐全,如:投影仪、扭力测试机、压拉力测试机、盐雾测试机,寿命测试机等!东莞拉力弹簧快速出样
玖胜生产的拉伸弹簧采用了先进的热处理工艺,提高了其耐久性。东莞耐腐蚀拉簧销售
一、弹簧的热处理工艺流程总览:弹簧的热处理工艺流程主要由淬火和回火两个部分组成。其中淬火能够增加弹簧的硬度和强度,而回火则能够降低弹簧的脆性并调整机械性能。二、弹簧的淬火工艺1.加热:将弹簧放置在加热炉中进行预热,以达到规定的热处理温度。2.淬火:将已预热好的弹簧放置到淬火介质中进行淬火。通常选择水或油作为淬火介质,因为这两种介质具有快速冷却的能力,可以获得更高的硬度和强度。3.温度调节:淬火后的弹簧通常需要经过温度调节以消除淬火过程中产生的残余应力。一般来说,调节温度为350℃左右,温度保持时间视弹簧的规格和材料而异,通常为30至60分钟。4.表面处理:淬火后的弹簧表面常常会出现很多裂缝和微小的缺陷,需要进行表面处理,如去除铁锈和氧化皮,打磨等。东莞耐腐蚀拉簧销售