产品的定制流程1.客户需求确认:我们的销售团队会与客户进行沟通,了解客户的具体需求,包括弹簧规格、材料要求、使用环境等等。2.产品设计与开发:根据客户需求,我们的工程师团队会进行产品设计和开发,确保产品能够满足客户的要求。3.样品制作与确认:根据设计方案,我们会制作样品,并与客户进行确认,确保样品符合客户的预期。4.生产与交付:确认样品后,我们将进行批量生产,并按照约定的交货期限准时交付客户。总结:东莞市玖胜五金弹簧有限公司作为一家专业生产压缩弹簧的企业,我们致力于为客户提供质量高、可靠性强的产品。我们的产品具有高弹性、精度高、长寿命、安全可靠等优势,并广泛应用于汽车、家电、电子设备、机械制造等领域。我们提供定制化服务,根据客户的需求进行产品设计和开发,并确保按时交付。欢迎您选择东莞市玖胜五金弹簧有限公司,我们将竭诚为您提供满意的服务!弹簧定做就选玖胜五金弹簧,工程团队一站式为您服务。东莞不锈钢301拉簧好不好用

弹簧在使用过程中会出现弹力不足的原因有哪些?1、不少弹簧厂家在制作非标弹簧时设计制作参数不合理,只注重弹簧外径,内径,长度等参数,往往忽悠了线材横截面积和节距的大小,从而导致弹簧弹力不够2、标准弹簧选型不合理,图价格便宜,选择了较轻截荷类型而无法承受较重截荷,从而导致感觉弹力不够。3、弹簧质量等级弄错,无意或故意把普通弹簧当优良弹簧或进口弹簧使用,从而导致弹簧弹力不够4、超过规定温度使用而导致弹性降低甚至失去弹性。5、弹簧线材本身偏软,或弹簧淬火温度偏低又或者保温时间不够长,弹簧成型后回火温度过高且时间长,导致抗拉压强度低而弹力不够,这才是真正意义上的弹力不够。所以弹簧厂家们在制造弹簧的过程中一定要注意以上问题。东莞不锈钢304拉力弹簧工厂拉伸弹簧的负载能力直接影响到设备的工作效率。

弹簧的等温淬火:对于直径较小或淬透性足够的弹簧可采用等温淬火,它不仅能减少变形,而且还能提高韧性。在等温淬火后再进行一次回火,可提高弹性极限。弹簧的松弛处理:弹簧长时间在外力作用下工作,由于应力松弛,会产生微量的(塑性)变形,特别是高温工作的弹簧,在高温下应力松弛现象更为严重,使弹簧的精度降低,这对一般精密弹簧是不允许的。因此,这类弹簧在淬火、回火后应进行松弛处理。热处理工艺:对弹簧预先加载荷,使其变形量超过弹簧工作时可能产生的变形量。然后在高于工作温度20℃的条件下加热,保温8~24h。形变热处理:形变热处理是将钢的变形强化与热处理强化两者结合起来,进一步提高钢的强度和韧性。高温形变热处理是在稳定的奥氏体状态下产生形变后立即淬火,也可与锻造或热轧结合起来,即热成型后立即淬火。喷丸处理:喷丸处理是目前应用的改善弹簧表面质量的方法之一。弹簧要求有较高的表面质量,划痕、折叠、氧化脱碳等表面缺陷往往会成为弹簧工作时应力集中的地方和疲劳断裂源。若用细小的钢丸高速喷打弹簧表面,进行喷丸处理,不仅改善弹簧表面质量,提高表面强度,使表面处于压应力状态,从而提高弹簧疲劳强度和使用寿命
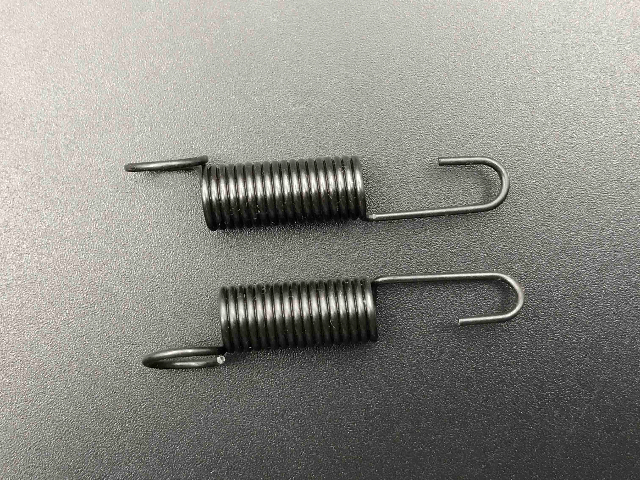
拉伸弹簧与其它弹簧的区别在于,拉伸弹簧有许多有效匝,两端有不同形状的“钩”。两端的“挂钩”用于承受不同形状和角度的载荷。此外,还有一些其他复杂的样式,如调整弹簧长度等。拉伸弹簧的有效圈数是紧密的,并且在一起,这保证了拉伸力并且存储了尽可能多的能量。螺旋拉伸弹簧由螺旋部分和钩环部分组成。在生产中应用拉伸弹簧的方法有圆钩环、偏心钩环、长圆钩环、锥形钩环、钩环与螺纹结合等。各种钩环形式适用于不同场合的使用要求,在设计和加工中根据不同要求生产不同的钩环。拉簧钩环既要保证和满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。因此,在加工钩环时应尽量增大过渡段的曲率半径,减少应力集中现象。 拉伸弹簧的材质决定了其适用场景和寿命。
不锈钢拉伸弹簧在清洗的时候要小心弹簧的表面,尽量不要发生表面划伤的情况,这样是防止含研磨剂的洗涤液,钢丝球,研磨工具等对不锈钢弹簧的伤害,在不锈钢弹簧清洗完成之后为了洗掉洗涤液,必须要用洁净水冲洗表面。如果不锈钢弹簧的表面是灰尘和其他的一些容易除掉的污渍,建议用肥皂或者是用温度适中(温水即可)的水清洁,在不锈钢弹簧表面上的标签和贴膜之类的东西需要用温水、弱洗剂来擦洗,如果在不锈钢弹簧的表面是粘结剂或者含有该成分,使用酒精或有机溶液清洗,如果不锈钢弹簧的表面是脂肪、油、润滑油污染建议用柔和的布或纸擦干,在用中性的洗涤剂或着是洗涤药品来清洁。玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。广东不锈钢拉伸弹簧加工订做
玖胜拉伸弹簧的材质选择精良,确保产品在不同环境下都能保持优异性能。东莞不锈钢301拉簧好不好用
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。东莞不锈钢301拉簧好不好用