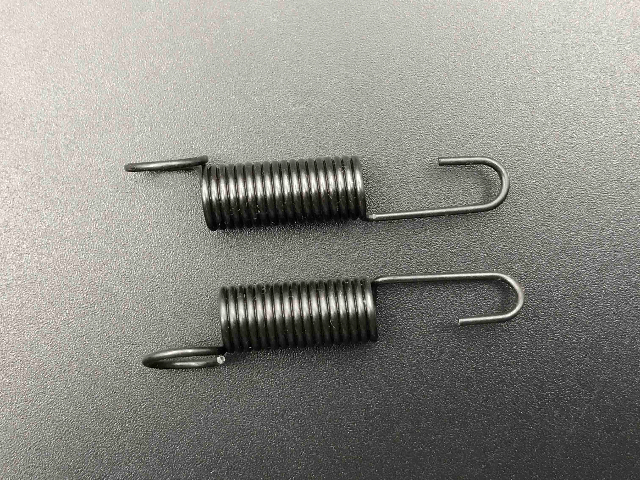
拉伸弹簧与其它弹簧的区别在于,拉伸弹簧有许多有效匝,两端有不同形状的“钩”。两端的“挂钩”用于承受不同形状和角度的载荷。此外,还有一些其他复杂的样式,如调整弹簧长度等。拉伸弹簧的有效圈数是紧密的,并且在一起,这保证了拉伸力并且存储了尽可能多的能量。螺旋拉伸弹簧由螺旋部分和钩环部分组成。在生产中应用拉伸弹簧的方法有圆钩环、偏心钩环、长圆钩环、锥形钩环、钩环与螺纹结合等。各种钩环形式适用于不同场合的使用要求,在设计和加工中根据不同要求生产不同的钩环。拉簧钩环既要保证和满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。因此,在加工钩环时应尽量增大过渡段的曲率半径,减少应力集中现象。 在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。东莞进口拉力弹簧工厂
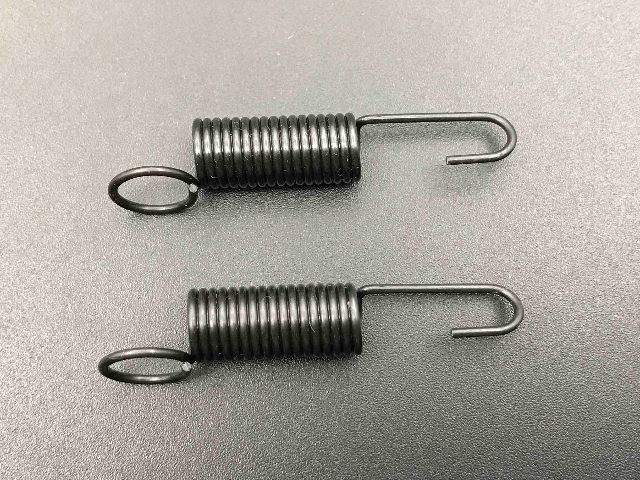
拉伸弹簧是承受轴向拉力的螺旋弹簧。拉簧通常由圆形截面材料制成。当负载不承受时,拉伸弹簧的线圈通常是紧密的且没有间隙。常见的拉簧关闭类型有:螺纹嵌入式闭合,十字中心拉环,钩,加大小孔,缩小孔,矩形闭合和水滴形闭合,闭合弹簧体长度可根据具体情况而定组。在设置定制拉伸弹簧时,可以调节弹簧两端的钩子长度,以完全满足任何拉伸位置的载荷要求。另一种常见的拉伸弹簧是钩形弹簧。对于钩形弹簧,载荷施加在长钢圈的末端(穿过弹簧中心,在另一端形成结构)。钩簧非常适合潜在的过载工作环境,具有固有的制动功能,当弹簧达到比较大拉伸长度时,能保证弹簧继续承受静载荷。钩簧通常用来支撑门廊的摆动。东莞不锈钢316拉伸弹簧有哪些厂生产玖胜拉伸弹簧的材质选择精良,确保产品在不同环境下都能保持优异性能。
弹簧在使用过程中会出现弹力不足的原因有哪些?1、不少弹簧厂家在制作非标弹簧时设计制作参数不合理,只注重弹簧外径,内径,长度等参数,往往忽悠了线材横截面积和节距的大小,从而导致弹簧弹力不够2、标准弹簧选型不合理,图价格便宜,选择了较轻截荷类型而无法承受较重截荷,从而导致感觉弹力不够。3、弹簧质量等级弄错,无意或故意把普通弹簧当优良弹簧或进口弹簧使用,从而导致弹簧弹力不够4、超过规定温度使用而导致弹性降低甚至失去弹性。5、弹簧线材本身偏软,或弹簧淬火温度偏低又或者保温时间不够长,弹簧成型后回火温度过高且时间长,导致抗拉压强度低而弹力不够,这才是真正意义上的弹力不够。所以弹簧厂家们在制造弹簧的过程中一定要注意以上问题。
随着科学技术的发展,弹簧是我们生活中非常重要的配件。不同的产品使用不同的弹簧。常见的弹簧可分为:拉簧、扭转弹簧、压簧、卷弹簧、钢板弹簧。下面介绍一款非常实用的拉力弹簧的特点应用:许多不同的产品或钩子用于确保拉力弹簧的张力源。拉力弹簧与压缩弹簧的工作原理相反。拉簧是在伸展或者拉开的时候反向作用,当我们拉开拉伸弹簧两边挂圈装置的时候,拉簧中间的铁线会试图将他们拉回重合在一起。拉力弹簧通常被拉伸到一定程度,即使在没有任何负载的情况下,初始张力也决定了拉力弹簧在没有任何负载的情况下的松紧度不会改变。在极限允许范围内,延伸度越大,回弹强度越大。玖胜拉伸弹簧生产厂家以生产耐疲劳弹簧为目标,专注耐疲劳弹簧20年!

弹簧加工中常见问题及处理:1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。 2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。 3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。 4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。拉伸弹簧的疲劳寿命是评估其性能的重要指标之一。东莞琴钢线拉簧研发
东莞弹簧定制厂家,您定我制 20年多年的弹簧定制生产经验。东莞进口拉力弹簧工厂
为什么弹簧要进行镀锌处理?(1)一般镀锌层镀后经钝化处理,钝化可提高镀层的保护性能和增加表面美观。(2)锌与镉镀层的厚度决定着保护能力的高低。厚度的大小一般应根据使用时工作环境来选择,镀锌层厚度推荐在6~24/μm范围内选取;镀镉层厚度推荐在6~12/μm范围内选取。弹簧镀锌的作用(3)弹簧的镀锌和镀镉是在电解液中进行的,在电镀过程中,除镀上锌或镉外,还有一部分还原的氢渗入到镀层和基体金属的晶格中去,造成内应力,使弹簧上的镀层和弹簧变脆,也叫氢脆。(4)由于弹簧材料的强度很高,再加上弹簧成形时的变形很大,因此,对氢脆特别敏感,如不及时去氢,往往会造成弹簧的断裂,为了消除电镀过程中产生的一些缺陷,改善弹簧的物理化学性能,延长弹簧的使用寿命,提高镀层的抗蚀能力,必须进行镀后处理,即除氢处理。(5)除氢处理是在电镀后,立即或者在几小时之内进行。将电镀后的弹簧在200~215℃的温度中,加热1~2h(或2h以上),即可达到除氢的目的。东莞进口拉力弹簧工厂