- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
在选用砂轮杆时,需要考虑以下几个要点:5.1强度和刚性:砂轮杆需要具备足够的强度和刚性,以承受磨削过程中产生的载荷和冲击。强度和刚性不足的砂轮杆会导致砂轮变形,影响磨削加工的精度和质量。5.2连接方式:选择合适的连接方式,确保砂轮杆能够牢固地连接在磨床主轴上,并能够方便地进行安装和调整。5.3杆体表面处理:砂轮杆的表面经过适当的处理,如热处理、镀铬等,可以提高其耐磨性和抗腐蚀性,延长使用寿命。5.4适用性:根据具体的磨削加工要求,选择合适的砂轮杆类型和规格,以确保砂轮杆能够适应不同的工艺需求。总结:磨床砂轮杆在磨削加工中具有重要的地位,它的质量和性能直接影响磨削加工的效率和精度。通过本文的介绍,我们了解了砂轮杆的定义、主要功能、分类、制造材料和选用要点等方面的知识。在实际应用中,根据具体的工艺要求选择合适的砂轮杆,将有助于提高磨削加工的效果和质量。汽车零部件非标刀具制动钳缸孔铰刀。盐城非标钻锪刀非标刀具供应商

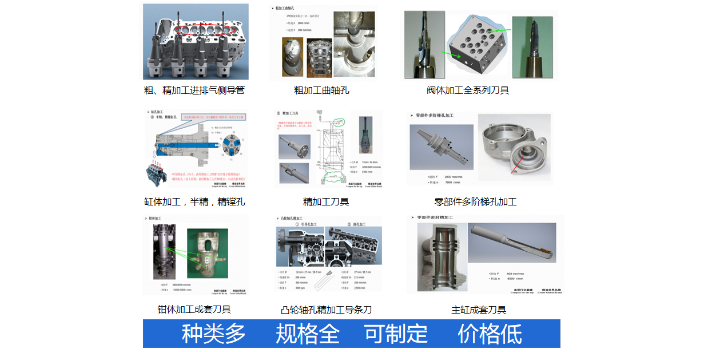
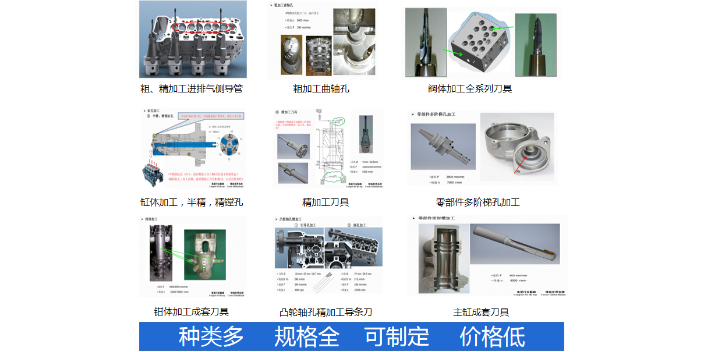
非标刀具订制工件的结构有整体式、焊接式和机械夹持式三种。整体结构是在刀体上制作切削刃;焊接结构是将刀片钎焊在钢刀体上。机械夹持结构有两种,一种是将刀片夹持在刀体上,另一种是将钻头夹持在刀体上。硬质合金非标刀具一般采用焊接结构或机械夹紧结构;非标瓷具采用机械夹紧结构。各种非标刀具定制的结构由夹紧部分和工作部分组成。整个结构的非标刀具的夹紧部分和工作部分都制作在刀体上;刀片结构的非标刀具的工作部分(齿或刀片)安装在刀体上。非标刀具订制的工作部分是产生和处理切屑的部分,包括切削刃、切屑或滚切切屑的结构、排屑或储存切屑的空间、切削液的通道。一些非标准刀具的工作部分是切削部分,如车刀、刨刀、镗刀和铣刀。一些非标工具的工作零件包括切削零件和校准零件,如钻头、铰刀、铰刀等。内表面拉刀和丝锥等切削部分的作用是***切削刃上的切屑,校准部分的作用是抛光加工表面和引导非标准刀具。为非标刀具订制的夹紧件有两种:带孔和带柄。内孔机床的主轴或主轴上带有孔,通过轴向键或面键传递扭矩的非标刀具,如圆柱铣刀、套筒面铣刀等。刀柄标准刀具通常包括矩形柄、圆柱柄和锥形柄。车刀、刨刀等通常为矩形柄;锥柄承受轴向推力。湖北非标刀具厂家汽车零部件非标刀具变速器离合器壳体轴承孔铰刀。
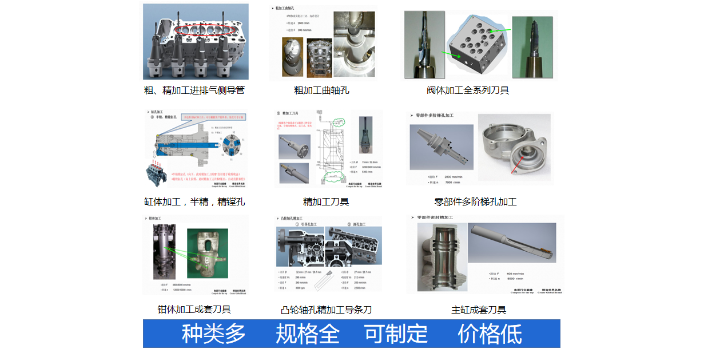
机械加工进程中经常会遇到一些难以用规范刀具进行加工的状况,因而,非标刀具的制刁难机械切削加工十分重要。因为金属切削使用非标刀具多见于铣加工,故对铣加工中非标刀具的制作稍作介绍。因为规范刀具的制作针对的是面广量大的一般金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等十分容易粘刀,也有一些工件的表面几何形状十分复杂,或被加工表面有较高的粗糙度要求等状况时,规范刀具就无法满意加工的需求。所以在加工进程中,需对刀具的质料、刀口的几何形状,几何角度等,进行针对性的规划,可分为不需求专门订制和需求专门订制两大类。不需求专门订制的刀具主要是处理两个问题,如尺度问题和表面粗糙度问题。
热装刀柄是运用金属材料热胀冷缩的原理,用热感应设备(热装机,热缩机)使刀柄的夹持部分在短时间内加热,刀柄内径随之扩张,此时把刀具装入刀柄内,刀柄冷却收缩时,即可赋予刀具夹持面均匀的压力,然后发生很高的径向夹紧力,将东西牢牢夹持住。拆开刀具进程,与装夹刀具基本共同,先运用热装机将装夹刀具的刀柄加热,刀柄内径扩张,取出刀具。热装刀柄特点:归纳精度高,4倍径处跳动≤0.003mm。动平衡好,低风阻,习惯高速回转。结构紧凑,整体刚性高,合适深腔加工。夹头和刀具之间没有其他前言,抗污能力强。热装刀柄可解决高速精加工中极为重要的平衡、振摆精度及夹紧强度等问题。非标刀具在使用时,刀具无需调整,操作简单,加工安全;可实现粗钻,扩和孔加工一体。

使用钻头需要注意:1.钻头应装在特制的包装盒里,避免振动相互碰撞。2.使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里。用完随即放回到包装盒里。3.测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。4.某些数控钻床使用定位环某些数控钻床则不使用定位环,PCBAOEM代工代料如使用定位环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。5.平时可使用40倍立体显微镜检查钻头切削刃的磨损。6。要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。7.定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。8.要经常检查主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。9.钻床的吸尘效果要好,吸尘风可降低钻头温度,同事带走粉尘减少摩擦产生高温。上海每卓实业有限公司专业提供非标刀具。福建非标燕尾槽铣刀非标刀具供应商
非标刀具的对机械切削加工十分重要。盐城非标钻锪刀非标刀具供应商
刀具分右手刀及左手刀,因此选择正确的刀具非常重要。通常,右手刀具适合于逆时针旋转(CCW)的机床(沿主轴方向看);左手刀具适合于顺时针旋转(CW)的机床。如果你有几台车床,一些夹持左手刀具,其他的左右手兼容,那么请选择左手刀具。而对于铣削而言,人们通常倾向于选择通用性更强的刀具。但是尽管此类刀具涵盖的加工范围更大,也令你即刻损失了刀具的刚性,增大了刀具挠曲变形,降低了切削参数,同时更容易引起加工振动。另外,机床更换刀具的机械手对刀具的尺寸及重量也有所限制。若你购买的是主轴带内冷却通孔的机床,也请选择带内冷却通孔的刀具。盐城非标钻锪刀非标刀具供应商
- 江西非标钻削刀具非标刀具厂家 2024-06-17
- 上海发动机缸体刀具非标刀具供应商 2024-06-17
- 泰州非标刀具定制 2024-06-17
- 安徽组合非标刀具 2024-06-17
- 泰州非标钻锪刀非标刀具定制 2024-06-17
- 河南非标刀具定制 2024-06-17
- 上海锥孔钻非标刀具 2024-06-17
- 连云港发动机缸体刀具非标刀具厂家 2024-06-17
- 制动钳刀具非标刀具厂家 2024-06-17
- 福建可转位螺纹铣刀非标刀具 2024-06-17
- 上海发动机缸体刀具非标刀具定制 2024-06-17
- 非标螺纹刀具 2024-06-17