- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
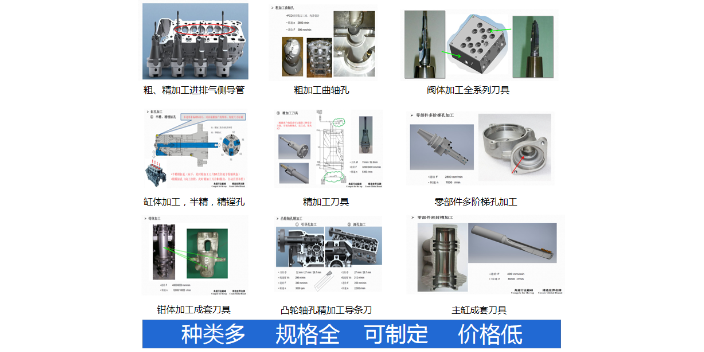
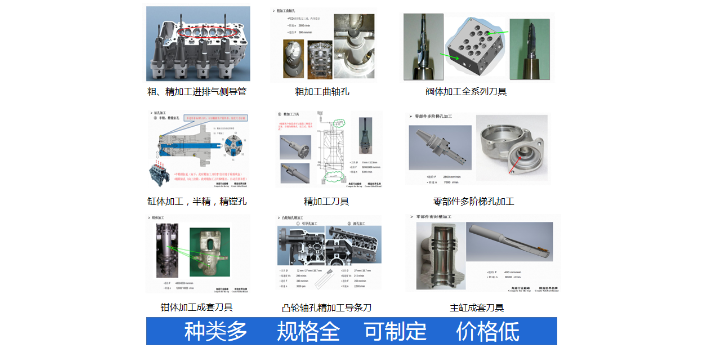
液压刀柄高精度,端面跳动精度小。在整个的夹持范围内,涨套可以安稳的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;适合高速加工,CNC加工中心、铣床**。液压刀柄的特征:1、端面跳动范围小,精度高;在整个的夹持范围内,涨套可以安稳的保持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩。2、在整个的夹持范围内,涨套可以稳定的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;3、选用液压原理耐磨强度功用更高,具有很好的工况习气性,操作简便活络,加工功率高。不需贵重凌乱的周边设备,降低了设备本钱的费用。液压刀柄由于特别的夹持方式系统,使之可以360度的均匀夹紧刀具,得以完结高精度,高刚性的超卓功用,可以供应更大的夹持扭矩,行进加工功率。加工活络干与小加工干与小,能很好的习气加工环境,行进加工功率,更多的改变活络性。装卸便捷拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制胀大套,胀大壁再将刀具夹紧。操作非常简练。非标刀具使用时无需调整,操作简单,加工安全;可实现粗钻,扩和孔加工一体。可转位螺旋刃铣刀非标刀具供应商
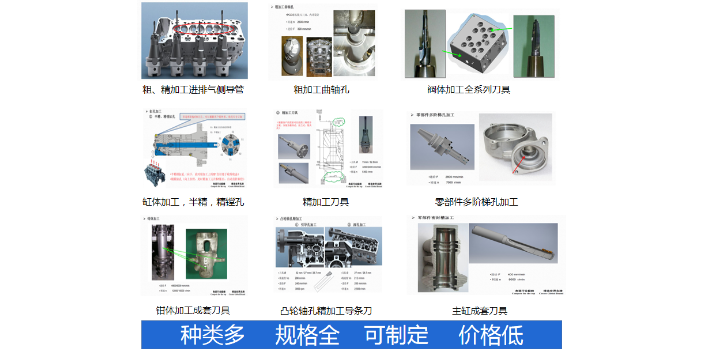
随着工业科技的发展,非标刀具的使用范围不断地扩大,非标刀具在使用时,刀具无需调整,操作简单,加工安全;可实现粗钻,扩和孔加工一体。非标刀具的装夹部分有带孔和带柄两类。很多带柄的非标刀具的柄部用低合金钢制成,而工作部分则用高速钢把两部分对焊而成。在非标刀具加工设计中需注意以下几个问题。1、进行过热处理,强度和硬度较高,一般的刀具材料无法进行切削加工,或者粘刀的厉害,这是,就需对刀具的材料提出特殊要求。一般的解决方法是选用***的刀具材料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件材料,用质量的硬质合金材料刀具可以加工高硬质的材料,甚至可以以铣代磨。2、非标刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用常规刀具的加工中,往往不会造成很大的损害,因为刀具断了可以更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生弯曲、变形,或者是局部的应力集中,这就应该在设计时就注意避免容易发生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶设计等。湖南锥孔钻非标刀具在生产有些特殊零件时,刀具不能满足产品需要。需定做安装方式、几何尺寸等不同于通用刀具的即为非标刀具。

在选用砂轮杆时,需要考虑以下几个要点:5.1强度和刚性:砂轮杆需要具备足够的强度和刚性,以承受磨削过程中产生的载荷和冲击。强度和刚性不足的砂轮杆会导致砂轮变形,影响磨削加工的精度和质量。5.2连接方式:选择合适的连接方式,确保砂轮杆能够牢固地连接在磨床主轴上,并能够方便地进行安装和调整。5.3杆体表面处理:砂轮杆的表面经过适当的处理,如热处理、镀铬等,可以提高其耐磨性和抗腐蚀性,延长使用寿命。5.4适用性:根据具体的磨削加工要求,选择合适的砂轮杆类型和规格,以确保砂轮杆能够适应不同的工艺需求。总结:磨床砂轮杆在磨削加工中具有重要的地位,它的质量和性能直接影响磨削加工的效率和精度。通过本文的介绍,我们了解了砂轮杆的定义、主要功能、分类、制造材料和选用要点等方面的知识。在实际应用中,根据具体的工艺要求选择合适的砂轮杆,将有助于提高磨削加工的效果和质量。
非标刀具的规划和加工全过程需要注意的问题有很多:刀具有多少种姿态比较复杂,热处理时刀具只是简单的扭曲变形,或者有些应力会收敛,所以规划时要注意应力容易收敛的部位,对直径变化较大的部位要加坡口过渡或台阶规划。如果是长宽比较大的细长件,在整个热处理过程中,每次热处理和淬火后都要进行检查和矫直,以控制其变形和颤动。刀具的数据是脆性的,尤其是非标准数控刀具的数据,尤其是硬质合金,使得刀具在遇到较大的振动或加工扭矩时会发生断裂,用基本刀具加工一般不会造成较大的损伤。因为刀具坏了可以更换,但是在用非标刀具加工时,由于更换的概率不高,一旦刀具坏了,就会引起一系列的问题,比如交货延迟等。上面提到的都是针对工具本身。事实上,非标工具的制造绝不是那么简单,它是一个系统工程。制造商的计划单位的经验和对用户加工情况的了解会影响非标准工具的计划和制造。厂商制造单位的加工方法会影响非标工具的精度和视角。厂商销售单位的持续回访和数据信息的收集也会影响非标工具的改进,pcb金刚石工具对用户成功使用非标工具起着决定性的作用。非标准刀具是根据特殊要求而诞生的一种特殊刀具。选择一个体验丰富多彩的厂商。非标刀具是指根据特定工件或加工需求定制的刀具,其规格、形状、尺寸等不同于标准刀具。
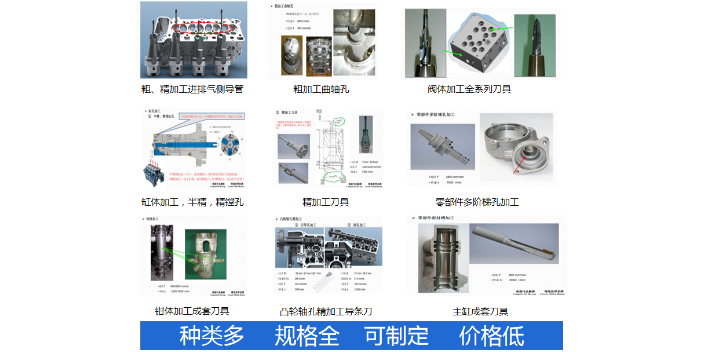
但情况在发生变化——机加工行业被为“提效率、降成本”的指挥棒敲脑袋以来,非标刀具的地位已被大幅提高。非标刀具常常是提高加工精度、减少加工工序、降低产品废品率的苦口良药。说其苦口,是因为非标刀具的成本与标准刀具相比相对较高,供货期也要长得多。对用户来说,单支刀具的价格较高,库存也相应增加,心里总有顾虑。但是,制造综合成本却能较大幅度降低,这就是良药。所以,非标刀具越来越受重视和欢迎。在阿诺公司摆满零件样品的项目设计室里,经验丰富的刀具工程师们常常用设计多级阶梯钻头或成形铣刀等非标刀具的手段,把零件在加工中心的加工时间(节拍)控制在用户的希望值内。汽车零部件非标刀具发动机缸盖喷油孔铰刀。重庆HSK液压刀柄非标刀具批发商
在选择非标刀具时,需要根据加工需求选择合适的切削速度。可转位螺旋刃铣刀非标刀具供应商
刀具分右手刀及左手刀,因此选择正确的刀具非常重要。通常,右手刀具适合于逆时针旋转(CCW)的机床(沿主轴方向看);左手刀具适合于顺时针旋转(CW)的机床。如果你有几台车床,一些夹持左手刀具,其他的左右手兼容,那么请选择左手刀具。而对于铣削而言,人们通常倾向于选择通用性更强的刀具。但是尽管此类刀具涵盖的加工范围更大,也令你即刻损失了刀具的刚性,增大了刀具挠曲变形,降低了切削参数,同时更容易引起加工振动。另外,机床更换刀具的机械手对刀具的尺寸及重量也有所限制。若你购买的是主轴带内冷却通孔的机床,也请选择带内冷却通孔的刀具。可转位螺旋刃铣刀非标刀具供应商
- 盐城涡轮壳刀具非标刀具 2024-05-14
- 北京定制非标刀具 2024-05-14
- 常州非标刀具 2024-05-14
- 重庆非标铣削刀具非标刀具供应商 2024-05-13
- 江西非标铣削刀具非标刀具厂家 2024-05-13
- 湖北液压螺母非标刀具定制 2024-05-13
- 无锡定制非标刀具 2024-05-13
- 微调精镗刀非标刀具厂家 2024-05-13
- 锥孔钻非标刀具厂家 2024-05-13
- 浙江非标刀具订制 2024-05-13
- 非标燕尾槽铣刀非标刀具厂家 2024-05-13
- 插齿刀非标刀具 2024-05-13