- 品牌
- 法斯特
- 型号
- 齐全
有许多客户都在为如何挑选影像测量仪的型号品牌所困扰,其实**担心就是影像测量仪的质量和售后。国内影像测量仪的生产商大部分都集中在广东地区,研发的软件功能大部分相似,客户可以不用担心,挑选一款能够满足需要测量的产品行程就行了。根据需要来选择要不要自动或者手动,手动的就比较便宜,全自动的大概要比手动贵一倍左右。挑选影像测量仪**重要看显像是不是清晰,以及精度是否达标(一般精度选择标准为公差带全距的1/3~1/8)。将所能捕捉到的图象通过数据线传输到电脑的数据采集卡中,之后由软件在电脑显示器上成像,由操作人员用鼠标在电脑上进行快速的测量。有的生产商为了节约成本可能会采用国产的,造价比较低,效果就稍微差点。座标平移和座标摆正,巨集指令,提高测量效率。太仓质量影像仪调试

最大允许探测误差(MPEP):25点测量精密标准球,探测点分布均匀。最大允许探测误差MPEP值为所有测量半径的最大值。ISO 10360-3 (2000) “配置转台轴线为第四轴的坐标测量机” :对于配备了转台的测量机来说,测量机的测量误差在这部分进行了定义。主要包含三个指标:径向四轴误差(FR)、切向四轴误差(FT)、轴向四轴误差(FA)。ISO 10360-4 (2003) “扫描测量型坐标测量机” :这个部分适用于具有连续扫描功能的坐标测量机。它描述了在扫描模式下的测量误差。工业园区新型影像仪操作二次元影像测量仪新零件的设计,主要用于产品的改型或仿形设计。
①为进行精密测定而设置的二次元影像仪自动边缘探测功能;②影像测量仪测定CAD化图表功能;③直交坐标仪与极坐标仪二次元影像测量仪的变换功能;④有助于排列与公差表现的Frame设定功能。①影像测量仪可让用户自行定义的测定值计算功能与涵数功能;②二次元影像仪影像工具与公差组编辑功能;③数字形式灵活,这便于影像仪使用SPC;④二次元影像测量仪彩色(黑白)影像的实时处理或储藏功能。对于格局化要求的发展二次元影像测量仪的努力和服务的挑战都是我们在生活中的发
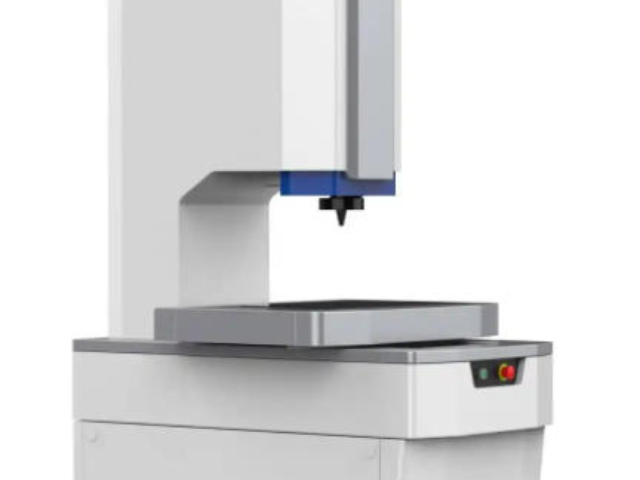
测量各种零件的二维形位误差。技术参数测量范围: X坐标: 300mm Y坐标: 200mm调焦行程: Z坐标: 150mmX、Y、Z坐标分辨率: 0.001mm仪器准确度:(3+L/75)μm 其中L为被测长度,也有(3+L/200)μm ,看你是检测什么样的工具来决定精度,单位mmCCD摄像机:1/3″彩色摄像机,象素数:795(H)×596(V)物镜放大率: 0.7×~4.5×连续变倍与放大率对应的物镜工作距离:75mm~90mm与放大率对应的物面比较大高度:150mm~130mm工作台承重:20kg金属工作台尺:450mm×300mm主机外形尺寸:580mm×750mm×660mm软件功能介绍:模组化设计,组装维护更方便。

故障1、蓝屏;2、主机和光栅尺、数据转换盒接触不良造成无数据显示;3、透射、表面光源不亮;4、二次元打不开;5、全自动影像测量仪开机找不到原点或无法运动。原因由于返厂维修周期长,价格昂贵,**重要的是耽误了客户的正常的工作。造成问题出现的原因很多,但无外乎以下原因:1、操作软件文件丢失或CCD视频线接触不良;2、光栅尺或数据转换盒损坏;3、电源板损坏;4、加密狗损坏或影像测量仪软件操作系统崩溃。以上问题可能是只出现一个,也有可能几个问题一起出现。损坏或磨损影像测量仪零件的还原,以便修复或重制。江苏本地影像仪哪家好
装配2个可调的光源系统,不仅观测到工件轮廓,而且对于不透明的工件的表面形状也可以测量。太仓质量影像仪调试
影响影像测量仪精度的因素主要有精度指示、结构原理、测量方法、日常不注意维护等。 中国1994年实行了国际《坐标测量的验收检测和复检测量》的实施。具体内容如下:第1部分:测量线性尺寸的坐标测量机;第2部分:配置转台轴线为第四轴的坐标测量机;第3部分:扫描测量型坐标测量机;第4部分:多探针探测系统的坐标测量机;第5部分:计算高斯辅助要素的误差评定。 在测量空间的任意7种不同的方位,测量一组5种尺寸的量块,每种量块长度分别测量3次所有测量结果必须在规定的MPEE值范围内。太仓质量影像仪调试
苏州法斯特计量仪器有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的仪器仪表中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来法斯特计量供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 张家港本地影像仪厂家现货 2026-03-17
- 苏州质量影像仪推荐货源 2026-03-17
- 常熟质量影像仪供应商家 2026-03-16
- 姑苏区新型影像仪操作 2026-03-16
- 常熟品牌影像仪工厂直销 2026-03-16
- 常熟品牌影像仪销售电话 2026-03-16
- 姑苏区名优影像仪价格表 2026-03-16
- 吴中区名优影像仪供应商家 2026-03-16
- 虎丘区推荐影像仪操作 2026-03-16
- 江苏品牌影像仪哪家好 2026-03-16
- 江苏新型影像仪加装 2026-03-15
- 相城区本地影像仪设计 2026-03-15
