设备振动异常若未及时处理,可能引发严重安全事故:例如,风机叶轮因不平衡导致振动加剧,可能造成叶轮断裂、叶片飞出,伤及操作人员;高压泵因轴承故障引发振动,可能导致泵体密封失效,泄漏易燃易爆或腐蚀性介质。振动检测服务通过及时发现这些隐患,为设备安全运行筑起“防线”。某矿山企业的矿井通风机,承担着井下通风供氧的关键作用。一次振动检测中,振迪检测技术人员发现风机转子振动的1倍工频幅值从1.2mm/s升至8.5mm/s,远超《旋转机械振动标准》(ISO10816)规定的4.5mm/s合格阈值,判断为转子严重不平衡。企业立即停机检查,发现风机叶片因积尘不均导致质量分布失衡,若继续运行可能引发叶片脱落,造成井下通风中断,危及矿工生命安全。通过及时清理叶片积尘并进行动平衡校正,通风机恢复正常运行,避免了安全事故的发生。振迪检测的振动检测设备具有高精度和高可靠性。铸造厂实时振动在线监测
工业设备的故障发展通常遵循“早期微弱-中期明显-晚期剧烈”的规律,若等到设备出现明显异响、停机时再维修,往往已造成不可逆的部件损坏,甚至引发连锁故障。振动检测服务能在故障早期捕捉到微弱的振动异常,实现“预防性诊断”,避免突发停机带来的损失。据工业设备故障统计数据显示,约70%的旋转设备故障可通过振动检测提前1-3个月预警。例如,某化工厂的离心压缩机在常规巡检中未发现异常,但振动检测显示其轴承振动的峭度值从3.0升至6.5(正常范围为2-4),频谱图中出现微弱的轴承内圈故障特征频率。振迪检测技术人员判断为轴承内圈早期疲劳,建议立即停机检查,拆解后发现轴承内圈已出现微小剥落,若继续运行1-2周,可能导致轴承卡死、轴体磨损,造成数十万元的维修损失与数天的生产中断。磨辊轴承振动检测服务我们的振动检测服务能够帮助您提高设备的安全性和可靠性。

多年来,振迪检测的振动检测服务已覆盖化工、电力、汽车、矿山、食品、医药等多个行业,积累了数千个成功案例,用实战经验赢得了客户的认可:在化工行业,某石化企业的加氢装置循环泵出现振动异常,运行时轴承座处有明显异响。振迪检测技术人员赶赴现场后,对泵的前后轴承座、电机轴承座进行振动检测,发现泵端轴承的振动有效值达12.5mm/s(远超6.3mm/s的合格标准),频谱图中出现轴承外圈故障特征频率(156Hz),且峰值因子升至8.2,判断为泵端轴承外圈严重磨损。技术人员建议立即停机更换轴承,更换后再次检测,振动有效值降至1.8mm/s,异响消失,确保了加氢装置的连续稳定运行。该企业设备主管评价:“振迪检测的诊断精细高效,帮我们避免了设备停机扩大化,减少了经济损失。”
设备振动是指机械部件在其平衡位置附近做往复运动的物理现象,本质上是设备内部能量的一种释放形式。在工业场景中,振动并非完全有害——正常运行的设备也会产生轻微振动,但当振动幅值、频率或相位超出合理范围时,便意味着设备可能存在故障隐患。根据振动产生的原因,工业设备振动可分为三类:一是强迫振动,由设备外部激励或内部不平衡力引发,如转子质量分布不均导致的离心力振动、联轴器不对中产生的周期性载荷振动,这类振动的频率通常与设备转速相关;二是自激振动,由设备内部能量反馈机制引发,如滑动轴承油膜振荡、齿轮啮合摩擦自激振动,这类振动的频率与设备固有频率接近,易引发共振;三是冲击振动,由瞬间外力作用引发,如设备启动时的冲击、部件松动后的碰撞振动,这类振动具有瞬时性、高幅值的特点。振迪检测提供专业的振动检测服务,帮助您快速定位设备故障。

工业泵组是流体输送的关键设备,遍布于各种工业流程中。泵在运行时,因叶轮不平衡、内部磨损、轴弯曲或对中不良等原因,会产生振动。进行振动检测的目的在于,通过监测泵的振动频率和幅值,判断其运行状态是否正常。这有助于早期发现潜在故障,如轴承磨损、密封泄漏、气蚀等,防止小问题演变成大故障,避免因泵故障导致的生产停滞或物料泄漏。定期的振动检测能有效评估泵的健康状况,优化维护计划,降低运行成本。振迪检测是专业的振动检测服务商,我们提供***的泵组振动检测服务,助您及时掌握设备状态,保障生产流程顺畅。振迪检测专注振动检测分析,准确监测设备振动状态,提供科学修复建议,降低维修成本。摆杆轴承振动在线监测价格
振动检测分析服务,通过精密测量和深入分析,提供针对性振动问题解决方案,提高设备运行效率。铸造厂实时振动在线监测
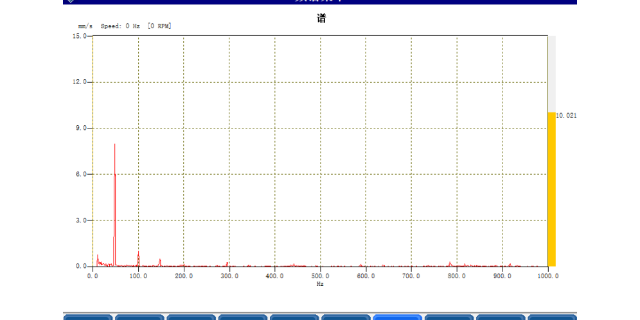
首先是振动信号采集。技术人员会根据设备类型与检测需求,在设备的关键部位(如轴承座、机壳、主轴端盖)安装高精度振动传感器 —— 常见的传感器包括压电式加速度传感器(适用于高频振动检测)、磁电式速度传感器(适用于中低频振动检测)、电容式位移传感器(适用于高精度位移振动检测)。这些传感器能将机械振动转化为电信号,再通过数据采集器将电信号转换为数字信号,传输至分析终端。其次是数据处理与特征提取。采集到的原始振动数据包含大量干扰信号(如环境振动、电磁干扰),需通过专业软件进行滤波、降噪处理,保留与设备故障相关的有效信号。随后,软件会对处理后的信号进行 “时域分析” 与 “频域分析”:时域分析通过计算振动的幅值(峰值、有效值)、峰值因子、峭度等参数,判断振动强度与冲击特性;频域分析通过傅里叶变换将时域信号转换为频谱图,识别振动的特征频率,从而定位故障源 —— 例如,风机叶轮不平衡的特征频率通常等于设备转速频率(1 倍工频),而轴承滚动体故障的特征频率则与轴承型号、转速相关,可通过公式计算得出。铸造厂实时振动在线监测