- 品牌
- 梓盟
- 型号
- 齐全
- 类型
- 橡胶加工分析仪
智能橡胶加工分析仪作为先进测试仪器,具备智能化、自动化、高精度三大关键特点,与传统手动测试仪器相比优势明显。首先是高精度,仪器采用高精度传感器、专业测量系统及智能控制系统,能对橡胶材料的物理性能(如拉伸强度、硬度)、化学性能(如硫化特性)进行精确测试,数据误差极小,为橡胶加工过程提供精细的数据支撑 —— 传统手动测试难以捕捉细微性能变化,而该仪器可精确识别,助力工艺优化。其次是智能化,搭载先进智能控制系统,能自动完成试样制备、试样装载、测试参数设定、测试过程调控、数据处理及结果分析等全流程工作,无需人工逐一操作,既提升测试效率,又减少人为因素对结果的干扰。之后是自动化,可实现测试过程全自主运行,无需人工干预,不只保证了不同批次测试结果的一致性与可重复性,还节省了人力资源,让操作人员能将精力集中在结果分析与工艺调整上。橡胶加工分析仪为轮胎制造商提供关键数据,以提高产品质量和驾驶安全性,包括材料使用寿命和可靠性。食品业橡胶加工分析仪RPA2025参数

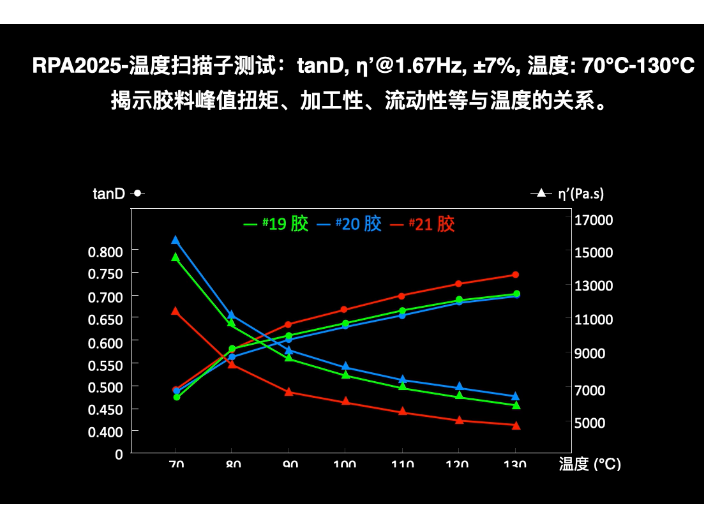
橡胶加工分析仪对橡胶材料流变特性的检测,是基于流变学原理,通过模拟实际加工中的剪切场与温度场,监测材料在动态剪切作用下的力学响应,进而分析其粘度、弹性、粘性等流变参数,为判断材料的加工性能提供依据。具体而言,在流变特性检测模式下,RPA 的密闭腔室会先将橡胶试样加热至预设温度(该温度通常模拟橡胶实际加工中的混炼、硫化温度),随后驱动机构带动转子以设定的转速(转速可根据实际工艺需求调节,如 0.1r/min 至 100r/min)对橡胶试样施加动态剪切作用。江西国产橡胶加工分析仪哪个好该仪器支持多种测试标准,可满足不同国家和地区对橡胶加工性能检测的要求。
橡胶加工分析仪(RPA)与门尼粘度计均为橡胶检测常用设备,但在检测能力与应用场景上存在明显差异,RPA 的综合性能更适应现代橡胶工业需求。从检测参数来看,门尼粘度计主要检测胶料的门尼粘度(反映粘度特性)与门尼焦烧时间(反映早期硫化倾向),参数单一;而 RPA 可检测 ML、MH、t10、t90、G'、G''、tanδ 等多项参数,既能体现粘度与硫化特性,又能分析弹性、能量损耗等流变性能,如通过 tanδ 值可评估轮胎胎面胶的滚动阻力,这是门尼粘度计无法实现的。在检测工况模拟上,门尼粘度计采用开放式检测,无法模拟实际生产中的密闭高温高压环境,检测结果与实际加工性能偏差较大;RPA 的密闭腔室可模拟混炼、硫化等真实工况,温度、压力、剪切速率可调,检测数据更具参考价值。以某轮胎厂的胎面胶检测为例,门尼粘度计显示胶料门尼粘度合格,但 RPA 检测发现其 tanδ 值在低频下偏高,预示滚动阻力较大,后续生产中调整配方后,RPA 检测 tanδ 值降低 15%,车辆实际油耗下降 3%,印证了 RPA 在性能预判上的优势。此外,RPA 的数据采集频率达每秒 50 次,可实时绘制动态曲线,而门尼粘度计采样间隔较长,无法捕捉胶料性能的瞬时变化,在工艺动态监控方面 RPA 更具优势。
橡胶加工分析仪作为测试橡胶加工指标的专业仪器,需通过定期保养维护保障运行稳定与测试精度,关键维护措施包含五个方面。清洁是维护的基础工作,需定期擦拭仪器外壳与试验部件,去除灰尘、橡胶碎屑等污垢,避免杂质堆积影响传感器灵敏度或部件运转,清洁时需选用适配清洁剂与软布,杜绝使用腐蚀性化学试剂,防止损坏仪器表面或内部元器件。校准是保障精度的关键环节,需按仪器说明书流程定期调试,修正仪器长期使用产生的参数漂移,确保测试数据与标准值一致。润滑保养针对仪器传动与运动部件,需选用合适润滑剂涂抹,减少部件摩擦损耗,防止生锈或卡顿,延长使用寿命。电源维护需定期检查电源线连接是否牢固、电源供应是否稳定,避免因线路松动或电力波动导致仪器故障。此外,需避免仪器受到撞击,操作时轻拿轻放,防止传动部件或运动结构损坏,影响仪器正常运行。橡胶加工分析仪具有快速高精度测试、简便操作和高效数据处理的优势。
在石化领域,RPA2025 用于石化产品中橡胶成分性能测试。石化行业生产的橡胶原料或添加剂需严格性能检测,RPA2025 可完善评估这些橡胶相关材料性能。通过对橡胶原料性能测试,石化企业确保其符合生产要求,为石化产品质量控制和产品研发提供关键支持,保障石化产品质量稳定和性能提升。RPA2025 在橡胶材料研发创新中扮演重要角色。科研人员利用其开展前沿研究,探索新型橡胶材料性能和应用潜力。例如,研究新型橡胶与纳米材料复合性能,通过 RPA2025 测试发现复合橡胶性能明显提升,为开发高性能橡胶纳米复合材料提供可能,推动橡胶材料在更好领域应用拓展。橡胶加工分析仪是一种普遍应用于橡胶材料加工过程的多功能质量控制与检测设备。食品业橡胶加工分析仪
该仪器的传感器灵敏度高,能准确捕捉橡胶加工过程中的细微性能变化。食品业橡胶加工分析仪RPA2025参数
橡胶制品在使用过程中会因老化导致性能下降,橡胶加工分析仪(RPA)可通过模拟老化环境,检测胶料老化前后的性能变化,为评估制品使用寿命提供依据。某汽车橡胶软管生产企业,需评估软管在 120℃高温老化后的性能,将胶料样本分为两组,一组未经老化,一组在 120℃烘箱中老化 72 小时,分别用 RPA 检测。未经老化的胶料 t90 为 15 分钟,MH 值为 52dN・m,tanδ 值(25℃)为 0.15;老化后的胶料 t90 延长至 18 分钟,MH 值升至 58dN・m,tanδ 值降至 0.12,说明老化后胶料交联密度增加,弹性下降,硬度上升。技术人员据此调整配方,加入抗氧剂后,老化后的胶料 MH 值只上升 3%,tanδ 值基本保持不变,软管老化后的使用寿命预计延长 2 年。此外,RPA 还可模拟湿热、臭氧等老化环境对胶料的影响。某户外用橡胶密封件厂,利用 RPA 结合湿热老化箱,检测胶料在温度 60℃、湿度 90% 环境下老化后的性能,发现未添加防老剂的胶料,老化后 t10 缩短至 2 分钟,易出现早期硫化,而添加防老剂的胶料 t10 仍保持在 4 分钟,硫化稳定性良好。RPA 通过量化老化前后的性能参数,让橡胶制品老化评估更准确,为配方改进与使用寿命预测提供科学数据。食品业橡胶加工分析仪RPA2025参数
- 宁夏本地橡胶加工分析仪生产厂家 2026-06-16
- 青海橡胶加工分析仪要多少钱 2026-06-16
- 湖南品牌橡胶加工分析仪要多少钱 2026-06-16
- 福建品牌橡胶加工分析仪选择 2026-06-16
- 青海本地橡胶加工分析仪哪个好 2026-06-15
- 广西橡胶加工分析仪RPA2025怎么卖 2026-06-15
- 多功能橡胶加工分析仪生产商 2026-06-15
- 辽宁新型橡胶加工分析仪厂家电话 2026-06-15
- 宁夏质检型橡胶加工分析仪厂家电话 2026-06-15
- 江西橡胶加工分析仪价格 2026-06-15
- 青海橡胶加工分析仪价位 2026-06-15
- 江西胶鞋业橡胶加工分析仪RPA2025 2026-06-15