Batch技术要求:(1)要求根据需方提供的工艺配方数据编制配方,要求物料配比关系、工艺控制要求修改灵活,要求输入产量时可以自动核算相关物料使用量,采用分量模式或总量模式。(1分量模式,即直接输入投料量;2总量模式,即在配方中输入各原料配比。派单时输入总量后根据比重算出具体投料量。)投料过程中,批量加料控制要求做到**,允许手动实施或者程序调用,并解决其中的互锁关联与信息提示。Batch技术要求:(1)要求根据需方提供的工艺配方数据编制配方,要求物料配比关系、工艺控制要求修改灵活,要求输入产量时可以自动核算相关物料使用量,采用分量模式或总量模式。(1分量模式,即直接输入投料量;2总量模式,即在配方中输入各原料配比。派单时输入总量后根据比重算出具体投料量。)投料过程中,批量加料控制要求做到**,允许手动实施或者程序调用,并解决其中的互锁关联与信息提示。常州昂晟拥有行业自动化整体解决方案提供能力和全场仪控系统整体维护能力!安徽Batch批量控制系统质保
SIS的主要应用原则:Ø**设置原则:安全仪表系统**于过程控制系统,**完成安全保护功能Ø安全性:当过程达到预定条件时,安全仪表系统动作,使被控制过程转入安全状态Ø可用性:兼顾可靠性的同时,保证可用性。SIS的主要应用原则:Ø**设置原则:安全仪表系统**于过程控制系统,**完成安全保护功能Ø安全性:当过程达到预定条件时,安全仪表系统动作,使被控制过程转入安全状态Ø可用性:兼顾可靠性的同时,保证可用性。SIS的主要应用原则:Ø**设置原则:安全仪表系统**于过程控制系统,**完成安全保护功能Ø安全性:当过程达到预定条件时,安全仪表系统动作,使被控制过程转入安全状态Ø可用性:兼顾可靠性的同时,保证可用性。安徽Batch批量控制系统质保昂晟出品,必定精品!

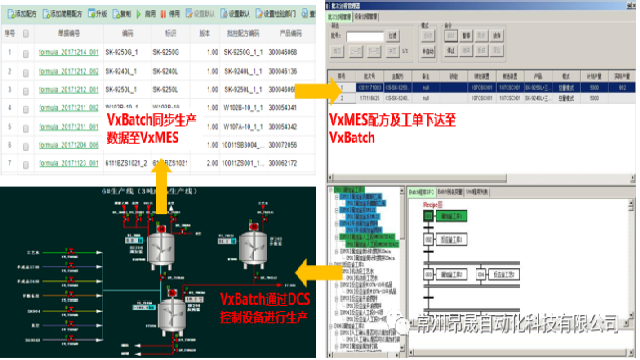
生产过程管理包含生产计划,工单管理,配方管理,操作执行,过程监控及批次分析。生产计划模块将结合销售订单、比较低库存生产单、人工临时生产单三方面因素线下制定排产计划,然后将计划拆解为工单,并明确配方、产量、车间、产线,分解为工单,工单经过确认后生效执行,作为生产指令下达给Batch。工单管理与Batch系统紧密结合,MES将生产计划根据产能进行分解,并下发生产指令到Batch,指导Batch开始启动生产。对于人工投料等操作,则由MES实现人机交互,由系统按照标准生产配方要求下达操作指令到指定对象手机中,指导操作员按照系统指示进行操作,并将操作员操作行为记录下来进行反馈。通过人机交互和其它业务系统交互实现标准化生产,减少操作失误。
(16)支持批量的过程监控管理,让用户的操作工实施观察Batch 的运行状态,及时响应Batch执行请求,纠正Batch执行偏差,可以查询到所有已审核待生产的批次单,已经下载的批次单,已经执行的批次单,批次单通过颜色表示其状态,绿色表示正在执行,红色表示已执行完毕,白色表示待执行。(17)支持批量数据记录,支持对批量过程数据和历史配方的记录,批量过程数据记录根据配方设定自动记录数据;历史配方记录执行的配方,设备号,操作人,批次,备注等信息。以科技为动力,以质量求生存!

控制器模块的冗余和表决机制:l冗余配置时,各控制器**工作,无主备之分;l每个控制器首先对来自每一对冗余输入模块的两份实时输入数据进行冗余选择,选择故障等级较低模块的数据;l完成冗余选择后,控制器模块对3个通道间的输入数据进行表决。控制器使用表决后的输入数据进行用户程序运算;l控制器将运算得到的实时输出数据再次进行三通道间的表决,将表决后的输出数据发送到输出模块中。输出模块的冗余和表决机制:l输出模块首先对来自冗余控制器的两份输出数据进行冗余选择,选择故障等级较低的控制器模块的数据;l完成冗余选择后,3个通道的数据进行表决,表决后的数据驱动输出电路输出信号;l输出信号采用硬件2oo3D表决后,输出驱动信号;两块冗余的输出模块同时驱动负载。常州昂晟取得了生产自动化控制技术的**著作权,形成了实用、标准、精确的控制技术和方法!江苏配方批量控制系统维护
常州昂晟,严守标准,履行合同,工程严谨,信誉至上!安徽Batch批量控制系统质保
(1)以IEC61508作为基础标准,符合国际安全协会规定的仪表的安全标准规定。(2)具有覆盖面广、安全性高、有自诊断功能,能够检测并预防潜在的危险。(3)容错性的多重冗余系统,SIS一般采用多重冗余结构以提高系统的硬件故障裕度,单一故障不会导致SIS安全功能丧失。(4)应用程序容易修改,可根据实际需要对软件进行修改。(5)自诊断覆盖率大,工人维修时需要检查的点数比较少。(6)响应速度快,从输入变化到输出变化的响应时间一般在10-50ms左右,一些小型SIS的响应时间更短。(7)可实现从传感器到执行元件所组成的整个回路的安全性设计,具有I/O短路、断线等监测功能。安徽Batch批量控制系统质保