HOJOLO各型号在多轴系校准中的精度表现差异,可通过具体行业案例进一步验证:精密制造场景(五轴加工中心):AS500在某摇篮式五轴机床校准中,通过双激光技术检测出X轴导轨直线度偏差0.015mm/m,经校准后直线度提升至0.003mm/m,加工零件的平面度误差从0.08mm降至0.01mm。其红外...
激光联轴器对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER
- 型号
- AS500
- 类型
- 激光对中仪
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
激光联轴器对中仪企业商机
精度差异的**在于硬件配置与算法设计的层级化:激光技术方案:**型号采用双激光束实时补偿技术,可抵消振动、温度漂移导致的偏差;而基础型号可能*配置单激光源,受光束发散角和探测器尺寸限制,长距离测量时误差累积更明显。传感器与算法:AS500等**型号集成数字倾角仪和动态补偿算法,能自动修正热膨胀、软脚误差(如某炼油厂案例中地脚调整量精确至0.71mm);中端及以下型号可能缺乏动态补偿功能,在环境波动或设备运行状态变化时,精度稳定性会下降。组件质量:**型号选用高稳定激光器(如双频激光干涉技术)和高精度光学元件(低畸变反射镜、透镜),而基础型号可能采用普通半导体激光器,波长和功率波动对精度的影响更大。激光联轴器对中仪的校准精度有效期能维持多久?CCD激光联轴器对中仪
激光联轴器对中仪
HOJOLO激光联轴器对中仪在多轴系设备校准中的精度表现呈现***的型号分层特性,**型号凭借双激光补偿、多维度数据融合等技术,可满足精密多轴设备(如五轴加工中心、船舶推进系统)的微米级校准需求,而基础型号则更适配常规多轴设备的基础对中场景,具体表现可从技术适配性、实际案例验证及精度影响因素三方面展开分析:一、**技术对多轴校准精度的支撑HOJOLO**型号(如ASHOOTERAS500)通过硬件配置与算法优化,专门针对多轴系的复杂校准需求设计,精度保障能力突出:双激光束逆向测量技术:采用635-670nm双半导体激光发射器与30mm高分辨率CCD探测器(1280×960像素),可同时捕捉直线轴(X/Y/Z轴)的几何精度偏差与旋转轴(A/B/C轴)的回转轴心偏移,测量精度达±,角度精度±°。在五轴加工中心校准中,该技术能将A轴回转轴心的Y向偏差从,使叶轮叶片加工轮廓误差从±控制在±。多参数动态补偿算法:内置数字倾角仪(精度±°)与温度传感器(±℃),可自动修正多轴系因安装倾斜、热膨胀产生的累积误差。例如在船舶推进系统校准中,AS500通过热膨胀补偿(钢材质膨胀系数11×10⁻⁶/℃),结合运行温度70℃的工况数据,建议冷态预调整垫片厚度,**终使轴系平行偏差从。 CCD激光联轴器对中仪找正方法激光联轴器对中仪支持动态与静态双模式校准,满足多样需求。

激光联轴器对中仪的校准精度支持实时数据验证,且验证功能已成为中**设备的**配置之一。其实现原理围绕激光测量系统的动态数据采集能力,结合多维度交叉验证逻辑,确保校准过程中偏差数据的真实性与准确性。以下从技术实现、验证维度、操作流程及品牌案例四方面展开说明:一、实时数据验证的技术基础激光对中仪的实时验证功能依托硬件精度与算法优化实现,**技术包括:高频数据采集模块:采用高分辨率CCD探测器(如30mm视场、1280×960像素),每秒可完成数百次激光光斑位置捕捉,即使设备运行中存在微小振动或位移,也能实时捕捉偏差变化。例如HOJOLO的ASHOOTER系列,激光波长稳定在635-670nm,光束发散角极小,配合1μm分辨率的探测器,可实时识别。动态补偿算法:设备内置倾角仪与无线传感器,实时监测测量单元的安装姿态(如倾斜角度、同心度偏差),并通过几何算法自动修正误差。例如轴旋转过程中,若测量支架轻微松动导致激光光斑偏移,系统可根据倾角数据实时补偿,确保偏差计算不受安装姿态影响。多参数联动分析:部分**机型集成振动、温度监测模块,将对中偏差数据与设备运行参数(如1X转速频率振动幅值、轴承温度)实时关联。当对中不良时。
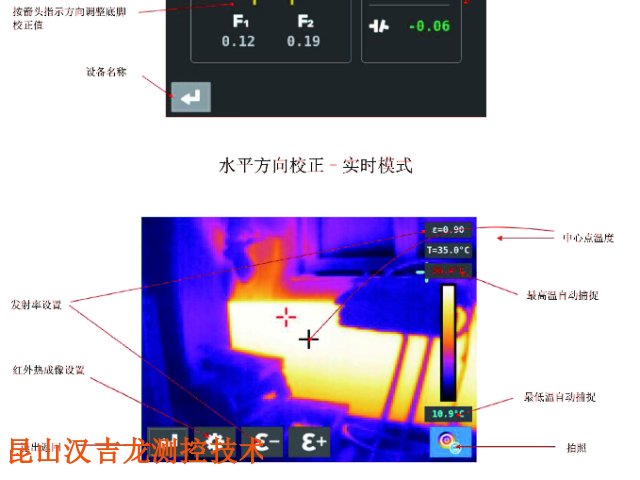
激光对中仪的精度优势还通过实时验证功能转化为校准效率提升,形成“高精度+可追溯”的闭环:实时数据校验:设备可通过双激光束交叉验证(如HOJOLO的双激光系统)或红外热成像辅助判断,当对中偏差与轴承温度异常(如超过75℃)关联时,系统会实时预警数据可信度。这种动态验证能力可避免传统工具因读数错误导致的“假精度”问题。校准流程优化:传统百分表对中需人工记录4个角度的读数并手动计算偏差,耗时约30分钟且易出错;激光对中仪通过“旋转采集-自动计算-调整指导”全流程自动化,10分钟内即可完成校准,且精度不受操作熟练度影响。例如AS500机型支持“边调边测”模式,调整过程中实时刷新偏差数据,确保**终精度稳定在合格范围。激光联轴器对中仪针对柔性联轴器,校准精度是否适用?
激光联轴器对中仪(以HOJOLO系列为典型**)校准柔性联轴器需遵循“预处理-精细测量-动态调整-验证归档”的全流程规范,尤其需针对柔性联轴器的弹性形变特性强化软脚处理与动态补偿环节。以下是适配柔性联轴器的详细校准步骤,结合行业实操标准与HOJOLO设备特性展开说明:一、校准前准备:基准条件确认与工具适配1.技术参数与安全前置标准核对:查阅设备手册明确柔性联轴器的偏差允许阈值(如聚氨酯弹性联轴器通常允许径向偏差≤0.5mm、角向偏差≤0.8°),同时参考GB/T11345-2022中关于柔性传动装置的对中精度要求;能量隔离:切断设备电源并执行LOTO(上锁挂牌)程序,释放液压/气压系统残余压力,拆除联轴器联接螺栓(避免弹性体形变干扰测量基准);工具适配:HOJOLO系列优先选用磁吸式激光探头(如ASHOOTER500标配的强磁底座),无需钻孔焊接,5分钟内可完成安装;若为大直径柔性联轴器(如膜片式),需搭配延长杆套件确保激光束平行于轴线。激光联轴器对中仪的校准精度是否能满足高精度设备的运维需求?CCD激光联轴器对中仪找正方法
激光联轴器对中仪校准后的误差值,能控制在 0.01mm 以内吗?CCD激光联轴器对中仪
短时间内(如10分钟内连续测量)数据波动主要源于三类干扰,其影响程度与控制方法如下:1.仪器自身稳定性光学系统漂移:单激光机型因光束发散角(通常0.1mrad)导致长距离(≥3m)测量时,光斑偏移可能达0.003mm/米,而双激光机型通过交叉验证可将漂移量控制在0.001mm/米内;电子元件噪声:探测器的暗电流噪声可能导致±0.001mm的随机波动,高温环境(>40℃)下噪声会翻倍,需依赖设备的温度补偿功能抑制偏差。2.操作规范性误差安装细节的微小差异会直接影响重复校准一致性,常见问题包括:支架固定偏差:磁力底座未完全贴合轴面(存在0.1mm间隙)会导致测量单元轻微晃动,使重复数据波动达0.005mm以上;参数输入一致性:若每次校准重新输入轴径、间距等参数(如误将50mm输为50.1mm),会导致计算结果出现系统性偏差(非随机波动)。CCD激光联轴器对中仪
与激光联轴器对中仪相关的文章

专业激光联轴器对中仪装置
- 经济型激光联轴器对中仪的作用 2026-05-11
- 自主研发激光联轴器对中仪贴牌 2026-05-11
- 国内激光联轴器对中仪批发 2026-05-10
- 专业激光联轴器对中仪现状 2026-05-10
- 爱司激光联轴器对中仪写论文 2026-05-10
- 新一代激光联轴器对中仪价格 2026-05-09
- 专业级激光联轴器对中仪哪家好 2026-05-09
- 教学激光联轴器对中仪保修 2026-05-09
- 租用激光联轴器对中仪使用方法图解 2026-05-08
- 机械激光联轴器对中仪特点 2026-05-08
- 工厂激光联轴器对中仪演示 2026-05-08
- 转轴激光联轴器对中仪怎么样 2026-05-08
与激光联轴器对中仪相关的产品



与激光联轴器对中仪相关的新闻
-
爱司激光联轴器对中仪使用方法 2026-05-08 11:03:05激光联轴器对中仪短时间内重复校准的精度数据并非***一致,而是存在“可控重复性偏差”,其一致性水平由仪器自身性能、操作规范性及环境稳定性共同决定。结合行业标准(如JJF(浙)1196-2023)与实际应用场景,可从重复性指标定义、影响因素及数据验证方法三方面***解析:一、精度数据重复性...
-
振动激光联轴器对中仪技术参数 2026-05-07 08:09:46激光联轴器对中仪(以HOJOLO系列为典型**)校准柔性联轴器需遵循“预处理-精细测量-动态调整-验证归档”的全流程规范,尤其需针对柔性联轴器的弹性形变特性强化软脚处理与动态补偿环节。以下是适配柔性联轴器的详细校准步骤,结合行业实操标准与HOJOLO设备特性展开说明:一、校准前准备:基准条件确认与工...
-
振动激光联轴器对中仪公司 2026-05-06 13:02:07HOJOLO激光联轴器对中仪的校准精度是否受设备转速影响,**取决于型号功能配置与转速适配范围,**型号通过动态补偿技术可在宽转速区间保持稳定精度,而基础型号在高转速场景下可能因共振、光路抖动等问题出现精度波动,具体影响机制与应对能力可从以下三方面分析:一、转速对校准精度的影响机制设备转...
-
ASHOOTER激光联轴器对中仪定制 2026-05-06 09:02:42HOJOLO激光联轴器对中仪长时间使用后,校准精度可能出现漂移,这种漂移是仪器硬件老化、环境累积影响及校准状态变化共同作用的结果,具体成因及表现可从以下三方面分析:一、精度漂移的**成因1.硬件组件的老化与损耗长期使用会导致**部件性能衰减,直接引发精度偏移:激光发射与接收模块:激光二极管(光源)功...
与激光联轴器对中仪相关的问题
新闻资讯
产品推荐
-
AS联轴器对中服务价格
2026-06-16 -
傻瓜式角度偏差测量仪批发
2026-06-15 -

常见联轴器不对中测量仪批发
2026-06-15 -

多功能轴对中激光仪视频
2026-06-15 -

欧洲联轴器对中服务批发
2026-06-15 -
昆山联轴器不对中测量仪现状
2026-06-15 -

设备联轴器对中服务定做
2026-06-15 -
专业级振动激光对中仪校准规范
2026-06-15 -

昆山角度偏差测量仪视频
2026-06-15