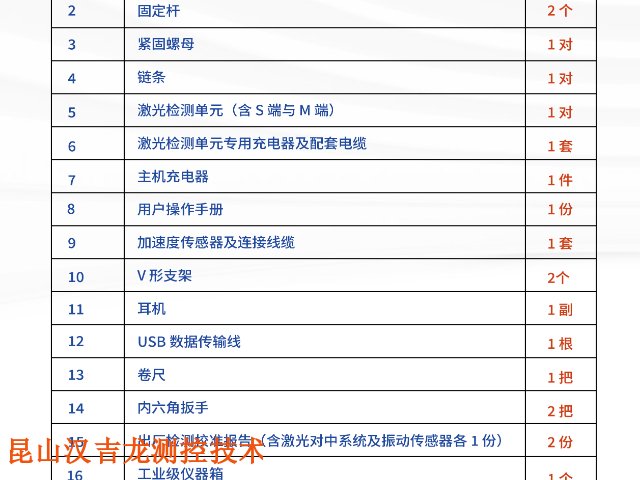
调试昆山汉吉龙镭射主轴对准仪,一般需要用到以下工具:基础清洁与防护工具无水乙醇和擦拭布:用于清洁轴及联轴器法兰表面,去除油污、锈迹等杂质,确保测量单元安装面的清洁,为精确测量创造条件。防护手套:在清洁和操作过程中佩戴,防止手部受伤或污染设备,尤其在高温或有尖锐部件的环境中使用。安装与固定...
镭射主轴对准仪基本参数
- 品牌
- ASHOOTER/法国爱司
- 型号
- AS500
- 类型
- 便携式
- 加工定制
- 是
- 用途
- 激光主轴对中
- 电机功率
- 12
- 外形尺寸
- 12
- 重量
- 3
- 产地
- 苏州
- 厂家
- 昆山汉吉龙测控技术有限公司
镭射主轴对准仪企业商机
智能交互与操作引导:,绿/黄/红三色直观反馈偏差等级(绿色≤±,红色>)。用户可通过手势缩放、旋转视图,快速定位偏差方向。AR级操作指引:系统根据设备类型自动生成调整路径,例如水平调整时在3D视图中标注顶丝旋转方向,垂直校正时叠加垫片厚度虚拟影像,无需专业培训即可上手。2.智能调整建议与自动计算实时垫片计算器:输入地脚螺栓间距、轴径等参数后,系统自动生成水平调整所需的垫片组合方案,例如某汽车厂案例中建议使用,调整误差≤±。垂直校正动态反馈:通过顶丝或千斤顶调整设备时,显示终端实时更新偏差值,当接近达标范围时触发蜂鸣提示,减少过度调整风险。四、预测性维护与数据管理1.边缘计算与故障预测实时健康监测:通过边缘计算网关实时处理1500点/秒的生产数据,结合CNN深度学习模型识别微弱不对中特征(如1X幅值升高5%-10%)。某化工厂通过该功能提**个月发现压缩机轴承异常,避免非计划停机。寿命预测模型:基于振动频谱、温度场等数据训练LSTM模型,预测轴承剩余寿命。例如,某风电发电机轴承预测寿命从经验值的6个月提升至精细的,维护成本降低30%。2.数字孪生与全生命周期管理数据孪生接口:AS500内置1000组数据存储。SYNERGYS 镭射光和激光的区别?工厂镭射主轴对准仪用途

镭射激光轴对中仪的精度在不同温度下会呈现规律性变化,**原因是温度导致的机械结构热胀冷缩和电子元件性能漂移。以下是具体的变化规律及影响机制:一、温度影响精度的**机制激光轴对中仪的精度依赖于激光传播路径的稳定性、测量单元(发射器、接收)的相对位置固定性,以及电子元件的信号处理准确性。温度变化通过以下途径破坏这些条件:机械结构热变形:测量单元的支架、连接夹具、被测设备的轴系或法兰等金属部件,会因温度变化产生热胀冷缩,改变激光发射器与接收的相对位置、激光传播的几何路径,或被测轴的基准面位置。电子元件性能变化:激光二极管(光源)、CCD/CMOS接收、信号处理芯片等电子元件的性能(如激光功率、接收灵敏度、信号放大系数)随温度变化而漂移,导致光斑误差或数据计算偏差。二、不同温度范围下的精度变化规律1.常温区间(通常20±5℃):精度稳定,误差**小变化规律:在仪器设计的标称工作温度范围内(多数工业级设备为10~40℃,常温段为20±5℃),精度**稳定,误差通常可在仪器标称精度范围内(如±)。原因:机械结构热变形量极小:金属材料(如铝合金、钢)的线膨胀系数约为10⁻⁵/℃(即温度变化1℃,每米长度变形)。常温下温度波动小。 镭射主轴对准仪使用视频AS镭射主轴对准仪怎么用?
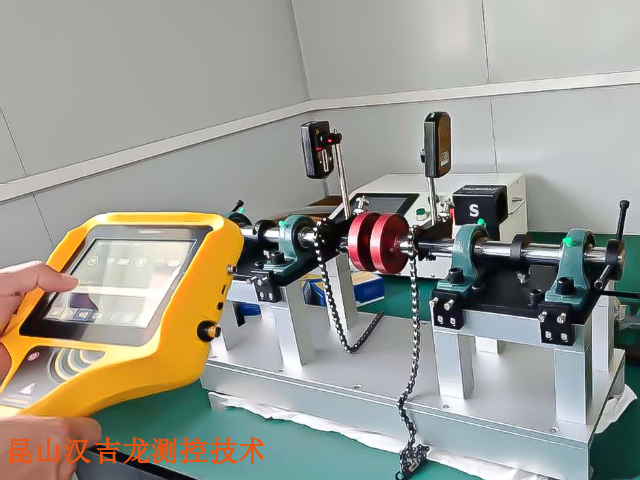
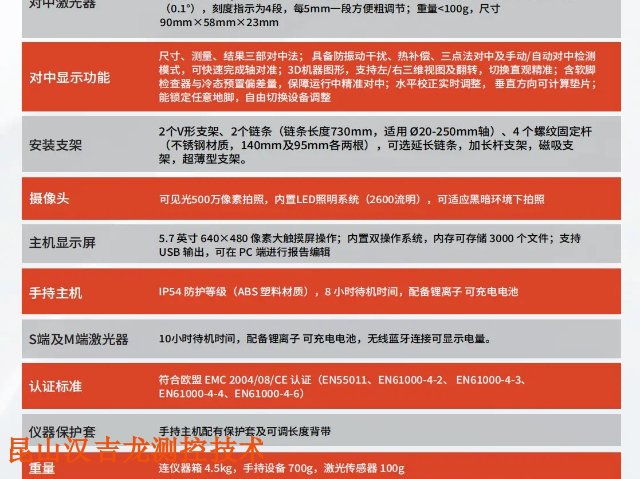
AS镭射激光对中技术特点:高精度测量:配备30mmCCD探测器,结合数字倾角仪,可迅速、精细测量轴与轴之间的偏移量和角度偏差,测量精度可达±。多光谱监测:集成红外热像仪和可见光摄像头,同步捕捉温度场和机械状态图像,便于故障预判。智能补偿算法:具备软脚检查与热膨胀补偿功能,自动计算垂直设备所需的垫片调整量,适应高温或复杂工况下的动态变化。实时校正功能:水平设备支持实时监控模式,垂直设备通过垫片计算实现即时调整,减少停机时间。预测性维护扩展:可选配振动分析套件,包含ICP磁吸式传感器,检测不平衡、错位、松动等机械问题,并通过FFT频谱和趋势曲线提供深度分析。数据处理:内建数字处理器,可方便地对数据进行处理,能直接计算出角度、平行偏差等多项结果。支持测量文件、照片和报告的保存,可生成PDF或EXCEL文件,并且关机重启后可以继续测量,还支持iOS和Android多平台设备连接操作。应用场景:可应用于电力、船舶等行业,适用于汽轮机、发电机轴系对中,也可用于水泥厂窑头电机对中等长跨距设备。还能用于机床、加工中心、造纸、印刷等设备的安装和保养检查,以及飞机、火箭等的装配。
安装过程的精细控制测量单元定位同轴与对中:安装时确保激光发射器与接收器的中心高度尽量接近轴的旋转中心(误差≤5mm),减少因高度差导致的角度测量误差。调整测量单元上的水平仪,使气泡居中,保证测量单元与轴的旋转轴线平行。距离规范:严格按照仪器手册要求设置两个测量单元之间的距离(通常建议≥轴径的3倍),避免距离过近导致测量分辨率不足,或过远因激光衰减影响精度。记录测量单元与地脚螺栓的距离(前地脚、后地脚),确保输入显示单元的数据准确无误。固定与防干扰刚性固定:磁性支架需吸附牢固(检查磁力是否足够),链条夹具需锁紧避免滑动;若设备轴表面光滑,可增加防滑垫或使用**夹具,防止测量过程中单元移位。激光路径无遮挡:确保激光光束在测量范围内无障碍物(如电缆、管道、工具),避免光束被遮挡或反射干扰,导致接收器信号弱或数据异常。三、测量操作的规范执行数据输入准确严格按照实际尺寸输入参数:包括测量单元之间的距离(A值)、测量单元到前地脚的距离(B值)、到后地脚的距离(C值)、轴径等,避免因参数错误导致计算结果偏差。选择正确的测量模式:根据设备类型(如单联轴器、双联轴器)和操作场景。 操作镭射主轴对准仪时如何确保测量数据的准确性?

结果分析与调整:智能决策与执行偏差诊断与优先级排序显示屏以绿/黄/红三色标记偏差范围:绿色为达标(≤±),黄色需关注(),红色需立即调整(>)。系统自动关联振动频谱(如1X转速频率升高提示不对中)和热像图(如轴承温度>75℃),生成三维诊断报告,定位根本原因。精细调整与补偿水平调整:系统自动计算垫片厚度(精度达±),例如某炼油厂案例中地脚调整量精确至。垂直校正:通过顶丝或千斤顶调整设备位置,显示单元实时显示调整效果,直至偏差归零。热态补偿:若设备运行温度>50℃,输入材料膨胀系数后,系统自动计算冷态预调整量,例如高温泵在80℃时冷态预调至微米级,热态偏差≤±。 HOJOLO SYNERGYS镭射机床镜头怎么调试?红外镭射主轴对准仪写论文
如何使用HOJOLO镭射主轴对准测试仪进行轴对中操作?工厂镭射主轴对准仪用途
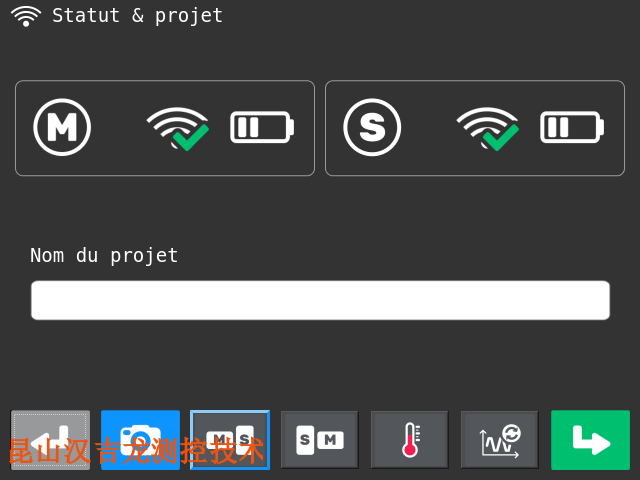
测量参数设置连接与模式选择打开主机电源,通过蓝牙配对无线传感器(距离≤10m,无遮挡),确认接收器、倾角仪数据实时传输(屏幕显示“蓝牙连接正常”)。进入操作界面,选择“轴对中模式”:水平机器(如泵、风机)选“实时监控模式”,支持动态调整时即时显示偏差;垂直机器(如立式电机)选“垫片计算模式”,自动生成调整量。基础参数输入输入测量距离(两传感器中心间距,精确至1mm)、轴径(主动轴/从动轴直径),部分型号可通过激光自动测距功能获取。预设允许偏差阈值(参考行业标准,如ISO1940:平行偏差≤,角度偏差≤°/m)。启用“软脚检测”功能(可选),用于后续判断地脚螺栓松动情况。三、数据采集与分析多位置测量初始位置:将轴旋转至0°(顶部),按下“采集”键记录激光光斑坐标(X1,Y1)。旋转测量:分别旋转轴至90°(右侧)、180°(底部)、270°(左侧),重复采集数据(X2,Y2)、(X3,Y3)、(X4,Y4)。长跨距设备建议增加60°、120°等中间角度测量,减少因轴系挠度导致的误差。数据处理与显示仪器自动计算偏差值:平行偏差(径向偏移):ΔX(水平方向)、ΔY(垂直方向);角度偏差(张口量):α(水平角度)、β(垂直角度)。 工厂镭射主轴对准仪用途
与镭射主轴对准仪相关的文章
常见镭射主轴对准仪定做
- 经济型镭射主轴对准仪厂家 2026-06-15
- 欧洲镭射主轴对准仪多少钱 2026-06-10
- 辽宁镭射主轴对准仪 2026-06-09
- 国产镭射主轴对准仪装置 2026-06-08
- 经济型镭射主轴对准仪用途 2026-06-06
- ASHOOTER镭射主轴对准仪操作步骤 2026-06-04
- AS500镭射主轴对准仪贴牌 2026-06-04
- AS100镭射主轴对准仪电话 2026-06-01
- ASHOOTER镭射主轴对准仪找正方法 2026-05-29
- 无线镭射主轴对准仪视频 2026-05-29
- HOJOLO镭射主轴对准仪视频 2026-05-29
- 机械镭射主轴对准仪写论文 2026-05-28
与镭射主轴对准仪相关的产品



与镭射主轴对准仪相关的新闻
-
国产镭射主轴对准仪定做 2026-05-26 16:01:56镭射主轴对准仪作为现代工业设备安装与维护中的关键测量工具,其精度通常能够达到微米级。不过,具体的精度会因仪器型号以及品牌的差异而有所不同。部分具备前列技术的高精度产品,精度更是可以达到令人惊叹的±0.001mm。以昆山汉吉龙的ASHOOTER激光轴对中仪为例,该仪器运用先进的半导体激光发射器,能够发...
-
红外镭射主轴对准仪的作用 2026-05-26 16:01:55镭射主轴对准测试仪(激光对中仪)的测量精度直接影响设备轴系对中的准确性,而精度受多种环境、设备及操作因素的综合影响。以下是关键影响因素及具体分析:一、环境因素振动干扰来源:周围运行设备的振动(如邻近泵组、机床)、地面共振或人员走动导致的支架晃动。影响:激光光斑在接收器上产生漂移,导致采集的坐...
-
专业级镭射主轴对准仪演示 2026-05-25 01:01:56SYNERGYS镭射主轴对准仪可按以下步骤进行校准:支架水平校准:使用对准仪内置的数字倾角仪校准支架水平,使气泡偏差≤规定角度。粗调:通过支架底部的高度调节旋钮,将S/M端光轴中心高度差控制在≤2mm,可用卷尺测量。精调:观察设备界面的实时角度偏差值,缓慢旋转支架侧面的角度调节螺丝,直至角度偏差Δθ...
-
工业镭射主轴对准仪定做 2026-05-25 00:13:05HOJOLO镭射主轴对准测试仪即ASHOOTER系列激光对中仪。其价格和售后服务相关信息如下:价格:该系列产品没有公开的统一报价,具体价格会因型号和配置不同而有所差异。其中,ASHOOTERAS500属于**型号,具备激光对中、振动分析、红外热成像等功能,适用于石化、风电等高要求场景,价...
与镭射主轴对准仪相关的问题
新闻资讯
产品推荐
-

北京欧洲轴找正仪
2026-06-16 -

汉吉龙测控无线激光对中仪定制
2026-06-16 -

高质量激光对中仪特点
2026-06-16 -

ASHOOTER百分表对中仪贴牌
2026-06-16 -
振动设备安装对心校准仪厂家排名
2026-06-16 -
陕西机械激光对中仪
2026-06-16 -

质量泵轴热补偿对中仪服务
2026-06-16 -

租用轴找正仪使用方法图解
2026-06-16 -

转子激光对中仪怎么用
2026-06-16