标准规范与行业对比验证参考行业对中标准或同类设备案例,验证补偿逻辑的合理性:行业标准对比对照API686(泵对中标准)、ISO1940-1(旋转机械平衡标准)中关于热态对中的要求,检查SYNERGYS热补偿后的对中偏差是否符合规范(如热态最大允许偏差≤0.1mm/m)。同类设备类比对同型号、同工况的...
泵轴热补偿对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- 爱司500
- 类型
- 气体检漏仪
- 电源
- 220
- 加工定制
- 是
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
泵轴热补偿对中仪企业商机
高温场景实测验证AS500在风电、石化、冶金等复杂工况中已通过实际验证。例如,某石化企业使用AS500对离心泵进行对中后,振动速度从8mm/s降至,达到ISO10816-3标准的良好等级。其红外热像功能可快速定位高温设备的异常热源,如轴承温度异常升高时,能通过热像图与激光对中数据相互验证,提高故障诊断的准确性。与其他型号的对比ASHOOTER+:虽支持输入20多种材料的热膨胀系数并自动计算补偿值,但其红外测温范围*-20℃~+150℃,且未集成振动分析功能,难以满足极端高温场景的***监测需求。ASHOOTER基础版:缺乏自动热补偿功能,需手动输入参数,效率较低。AS100:*具备基础对中与振动分析功能,无热膨胀补偿和红外监测能力,无法适应高温环境。AS500凭借高精度热态补偿、宽温区红外监测、多技术融合的特性,成为高温环境下轴对中校正的优先型号,尤其适用于冶金熔炉、石化反应器、高温风机等场景。 AS热膨胀智能对中仪的操作复杂吗?AS500泵轴热补偿对中仪制造商
第三方校准与证书验证通过**机构校准或厂商提供的计量证书,确认仪器基础性能合规。要求厂商提供SYNERGYS对中仪的计量器具型式批准证书(CPA)或ISO17025实验室校准报告,报告中应明确热补偿模式在不同温度、轴长下的最大允许误差(MPE),且MPE需符合行业标准(如≤)。必要时委托第三方计量机构(如国家计量院)进行现场校准,出具校准证书,确保数据溯源性。验证汉吉龙SYNERGYS热补偿对中仪模式的准确性需结合实验室静态校准(基础精度)、现场动态对比(实际适用性)、数据逻辑分析(算法合理性)、长期运行反馈(效果验证)及第三方认证,多维度交叉验证后,若各项指标均符合上述标准,即可确认其热补偿模式准确可靠。 新一代泵轴热补偿对中仪演示化工泵轴热补偿对中仪适应高温介质,对中效果持久。
AS热膨胀智能对中仪的精度因型号不同而有所差异,主要型号的精度如下:ASHOOTER激光轴对中仪:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度达±。AS500激光精密对中校正仪:***精度达±,且支持双激光束动态补偿,在长跨距(5-10米)场景中重复性≤。AS300多功能激光对中仪:采用双模激光传感系统(635-670nm半导体激光器+30mm高分辨率CCD探测器),可实现±。此外,AS热膨胀智能对中仪内置高精度数字倾角仪,精度达°,可实时修正设备因安装不水平或外界因素干扰导致的倾斜误差。同时结合精度为±℃的温度传感器,自动补偿设备运行中因热胀冷缩产生的尺寸变化,在-20℃-50℃的宽泛环境温度区间内,始终稳定输出高精度测量结果。
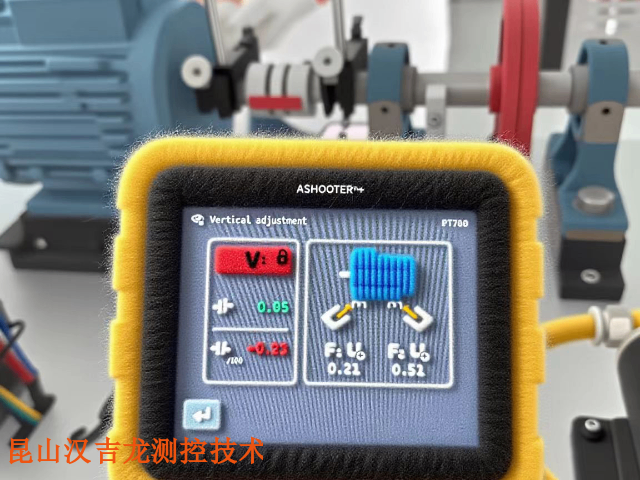
AS 泵轴热补偿对中升级仪为例,其温度传感器的测量精度可达 ±0.1℃,热补偿算法能够精确计算出不同温度下泵轴的热膨胀量,误差控制在 ±0.01mm 以内。在实际应用中,对于一台工作温度在 80℃ - 120℃之间的高温油泵,使用传统对中仪进行对中后,运行时轴系偏差较大;而采用 AS 泵轴热补偿对中升级仪,在冷态对中时,根据预设的温度参数和热补偿算法,提前对轴系位置进行调整,补偿热变形量。设备运行后,通过在线监测系统检测发现,轴系的振动值和温度均处于正常范围内,有效保障了设备的稳定运行。泵轴热补偿激光校准仪:可视化热补偿过程,调整更直观。

现场动态对比:与基准方法/设备交叉验证在实际设备运行中,通过与成熟对中方法或冷态/热态实测数据对比,验证热补偿模式的现场适用性。冷态与热态补偿结果对比设备停机冷态(温度稳定24小时以上)时,用高精度激光对中仪(如福禄克、普卢福等品牌)测量轴系对中偏差(径向偏移、角度偏差),作为基准冷态数据。设备启动并稳定运行至工作温度(如泵、电机达到额定工况30分钟后),用SYNERGYS对中仪开启热补偿模式,测量热态下的“补偿后目标对中值”(即设备运行时应维持的对中状态)。待设备停机冷却至冷态后,按SYNERGYS计算的“冷态预调值”(热补偿反推的冷态安装偏差)重新调整轴系,再次启动至热态,用激光对中仪实测热态对中偏差。判断标准:热态实测偏差与SYNERGYS预测的“补偿后目标值”偏差应≤(径向)或≤(角度),说明热补偿反推的冷态预调值准确。与传统热补偿方法对比对已知热变形规律的设备(如汽轮机、高温泵),采用传统计算法(基于设备手册热膨胀系数、运行温度差计算预调量)得出冷态预调值。对比SYNERGYS热补偿模式输出的冷态预调值,两者偏差应≤10%(或≤),且热态运行时设备振动值(如轴承振动烈度)在相同工况下无***差异(≤)。如何选择适合自己的AS热膨胀智能对中仪型号?新一代泵轴热补偿对中仪演示
AS热膨胀智能对中仪的精度等级是如何划分的?AS500泵轴热补偿对中仪制造商
高精度要求的**制造设备半导体晶圆加工设备的主轴系统这类设备对温度变化极其敏感(如温度波动1℃可能导致晶圆定位偏差±2μm)。HOJOLO-SYNERGYS模式通过微分段补偿(如每10℃为一个补偿段)和实时温度场监测,例如:技术创新:集成红外热像仪(分辨率160×120像素),实时生成轴系温度分布云图,系统根据温度梯度动态调整补偿参数,在20-30℃范围内实现,满足晶圆切割±5μm的位置精度要求。精密机床的高速电主轴例如五轴联动加工中心的主轴(转速>20,000rpm),运行时轴承温升可达40℃以上。分段模式通过动态-静态双补偿机制,例如:补偿策略:静态对中时按预设温度段(20-30℃、30-40℃、40-50℃)补偿热伸长量,动态运行时结合振动传感器数据(频率范围10Hz-10kHz),实时修正补偿值,确保主轴径向跳动≤。 AS500泵轴热补偿对中仪制造商
与泵轴热补偿对中仪相关的文章

质量泵轴热补偿对中仪服务
- synergys泵轴热补偿对中仪使用方法 2026-06-11
- 国内泵轴热补偿对中仪现状 2026-06-11
- 国内泵轴热补偿对中仪的作用 2026-06-10
- 机械泵轴热补偿对中仪企业 2026-06-10
- 基础款泵轴热补偿对中仪维修 2026-06-08
- AS泵轴热补偿对中仪定制 2026-06-06
- 租用泵轴热补偿对中仪校准规范 2026-06-05
- 爱司泵轴热补偿对中仪怎么用 2026-05-31
- 汉吉龙测控泵轴热补偿对中仪使用视频 2026-05-31
- 瑞典泵轴热补偿对中仪使用视频 2026-05-30
- 欧洲泵轴热补偿对中仪厂家 2026-05-29
- 经济型泵轴热补偿对中仪多少钱 2026-05-29
与泵轴热补偿对中仪相关的产品



与泵轴热补偿对中仪相关的新闻
-
激光泵轴热补偿对中仪保修 2026-05-27 06:03:40源数据实时采集与同步温度场动态监测设备关键部位(如泵壳、轴承座、电机端盖)部署高精度温度传感器网络(如薄膜NTC热敏电阻,精度±℃,响应时间<5ms),形成分布式温度监测矩阵。传感器间距根据设备热传导特性设置(通常≤1米),覆盖热源(如机械密封、齿轮箱)和热敏感区域(如长轴中间段)。轴系...
-
新一代泵轴热补偿对中仪哪里买 2026-05-27 07:03:05常见热补偿模式及适配场景AS泵轴热补偿对中升级仪的热补偿模式通常分为以下三类,各具适配场景:1.实时动态补偿模式原理:通过高精度温度传感器(精度±℃)实时采集泵体、轴系温度,结合预设的材质热膨胀系数,每秒更新一次热变形补偿值,动态调整对中参数。适配场景:高温工况(工作温度>100℃)且温...
-
法国泵轴热补偿对中仪厂家 2026-05-26 16:01:55在工业生产中,泵类设备作为关键的动力输送装置,其运行的稳定性和可靠性至关重要。轴对中是确保泵正常运转的关键因素之一,而传统对中仪在面对设备运行过程中因温度变化产生的热变形问题时,往往存在精度不足、无法实时补偿等缺陷。为解决这些问题,AS泵轴热补偿对中升级仪应运而生,通过对传统对中仪进行改造,...
-
电机泵轴热补偿对中仪保养 2026-05-26 16:01:55除了精度和可视化热补偿过程,AS热膨胀智能对中仪还具有以下特点:多技术融合集成:AS热膨胀智能对中仪将激光对中、振动分析、红外热成像三大技术深度集成。激光对中可实现微米级精度的几何定位测量;振动分析模块能通过ICP/IEPE磁吸式加速度计,精细采集振动速度、加速度及CREST因子等关键参...
与泵轴热补偿对中仪相关的问题
新闻资讯
产品推荐
-

齿轮现场动平衡服务检测VAST
2026-06-19 -

反应釜搅拌器现场动平衡服务检测电话
2026-06-19 -

工厂无线激光对中仪找正方法
2026-06-19 -

PDM现场动平衡服务检测报告
2026-06-19 -
基础款快速对中校正仪保修
2026-06-19 -

输送机压缩气体泄漏检测服务图片
2026-06-19 -
瑞典轴对中校准测量仪企业
2026-06-19 -

常见激光对中服务图片
2026-06-19 -

教学联轴器不对中测量仪多少钱
2026-06-19