有许多客户都在为如何挑选影像测量仪的型号品牌所困扰,其实担心就是影像测量仪的质量和售后。国内影像测量仪的生产商大部分都集中在广东地区,研发的软件功能大部分相似,客户可以不用担心,挑选一款能够满足需要测量的产品行程就行了。根据需要来选择要不要自动或者手动,手动的就比较便宜,全自动的大概要比手动贵一倍左右。挑选影像测量仪重要看显像是不是清晰,以及精度是否达标(一般精度选择标准为公差带全距的1/3~1/8)。将所能捕捉到的图象通过数据线传输到电脑的数据采集卡中,之后由软件在电脑显示器上成像,由操作人员用鼠标在电脑上进行快速的测量。有的生产商为了节约成本可能会采用国产的,造价比较低,效果就稍微差点。茂鑫实业从事仪器设备计量校准检测,影像测量仪,生产销售及实验非标设备定制。亳州影像测量仪报价

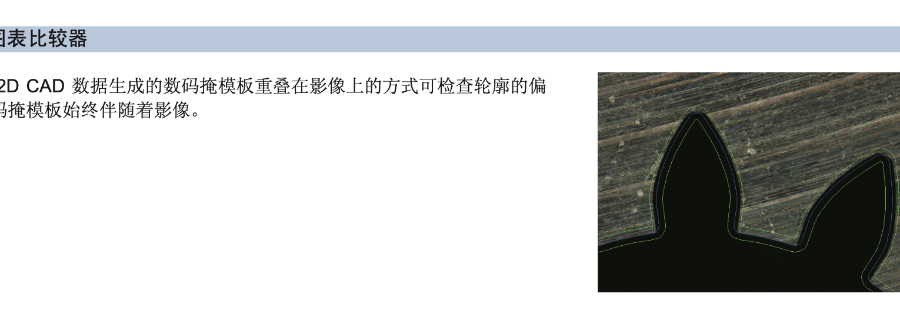
全自动影像测量仪常见故障的排除方法:全自动影像测量仪是建立在CCD数位影像的基础上,依托于计算机屏幕测量技术和空间几何运算的强大软件能力而产生的。计算机在安装上控制与图形测量软件后,变成了具有软件灵魂的测量大脑,是整个设备的主体。全自动影像测量仪能快速读取光学尺的位移数值,通过建立在空间几何基础上的软件模块运算,瞬间得出所要的结果;并在屏幕上产生图形,供操作员进行图影对照,从而能够直观地分辨测量结果可能存在的偏差。二次元影像测量仪茂鑫供应影像测量仪欢迎来电咨询选购。

角度测量技巧一:直线采集尽量长。影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在~28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。如图1所示,理论角度为30度,采点偏差,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会大大减小。角度测量技巧二:回归直线偏差小。有很多检测人员反应,在测量角度时,重复精度很差,同一个人同样的方法,两次测量重复误差达到。很多影像测量软件,包括三坐标测量软件,直线采集都是默认为两点。对于一些比较规则,直线性较好的零件来说,不会引起太大误差,但对于直线性不好,毛刺较多的零件来说,两点采集直线的方法会带来很大的误差,且重复精度很差,这样的直线构成的角度,多次测量的重复性肯定不会好了。如果我们使用多点寻回归直线的方法来确定角度的两边。
自动影像测量仪可以通过样品实测,图纸计算,CNC数据导入等方式建立CNC坐标数据,由仪器自动走向一个一个的目标点,完成各种测量操作,从而节省人力,提高效率。数十倍于手动影像测量仪的工作效率,操作人员轻松高效。从而使操作人员从疲劳的精确目视定位、频繁选点、重复走位、功能切换等单调操作和日益繁重的待测任务中解脱出来,成百倍地提高工件批测效率,满足工业抽检与大批量检测需要。手动影像测量仪在进行同一工件的批量检测时,需要人工逐一手摇定位,有时24H得摇上数萬计的圈数,仍然只能完成数十个复杂工件的有限测量,工作效率低下。影像测量仪选茂鑫,价格优惠,欢迎来电咨询。

影像测量仪的测量过程如图所示。先将待测工件放于工作台上,启动运动控制程序通过运动控制卡来控制X、Y、Z三轴的运动使得它们达到合适的位置,并使待测工件的图像能够清晰的呈现到CCD中,CCD把获得的光信号转变成为电信号,然后通过图像采集卡把被测物体的图像采集到PC机里。然后通过图像处理技术,空间几何运算,运动控制以及对光栅数据的采集与运算来获得被测物体的几何尺寸和对要检测物理量的检测,通过测量软件完成测量工作,得到所想要得到的参数,完成测量工作。上海影像测量仪,上海茂鑫品质保障,极速响应,让您无后顾之忧。手动影像测量仪厂家
上海茂鑫专注光学影像测量多年—欢迎来电咨询热线。亳州影像测量仪报价
影像测量仪的测量是单轴、二维平面的测量、三维空间坐标的测量。测量时先对焦取点计算处理。对焦对准依靠光学系统,读数来自于标尺即光栅系统,还有一个直接影响测量效果和精度的照明光源,因为如果被测件不能被有效正确的照明的影像方法的测量的仪器,则测量的结果显然要偏离其真实尺寸。除前述因素外,制约测量精度不可忽视的因素也包括环境条件。于上述分析,可以归纳出以下几个方面的误差来源:1)光栅计数尺的误差;2)直线度、角摆在工作台移动时带来的误差;3)工作台两测量轴垂直度带来的误差;4)工作台面与显微镜光轴不垂直带来的误差;5)偏离校准要求的参考温度的测量室温度带来的误差;6)光源照明条件的变化带来的对准和对焦误差。影像测量仪还可以设置各种尺寸样品的公差。亳州影像测量仪报价