支持机柜安装和防爆箱安装,满足2区防爆认证要求p非本安调理器类型:直通型、点点隔离AI、点点隔离AO、点点隔离TC/RTD、DIR、DOR、隔离型DI等p本安调理器类型:本安防爆AI/AO/DI/DO/TC/RTD等,可直连、省去安全栅Ø自动检测仪表位号和数据组态一致性Ø自动检测仪表接线是否和组态通道一致Ø自动下载现场仪表的工程单位、量程及报警等Ø自动对现场仪表进行线性标定。云管理平台进行打点操作管理自动生成回路测试报告传统:需中控室或FAR网络部署完毕,上电完成后才可开始,且人工打点效率低创新解决方案:现场柜通电后即可并行开展,全自动化打点,提升60%以上调校效率。昂晟服务—全局规划,统一资源,信息分享,目标向导,有序建旭!广西品牌DCS自动化系统系统培训

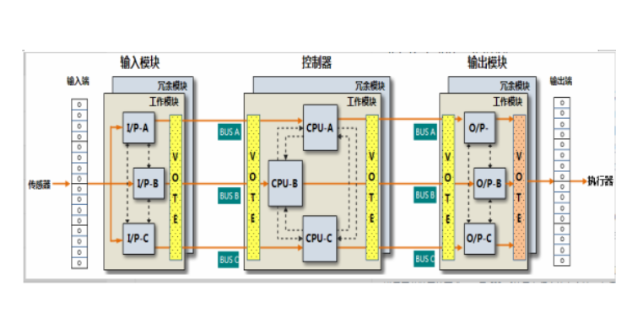
控制器模块的冗余和表决机制:冗余配置时,各控制器**工作,无主备之分;每个控制器首先对来自每一对冗余输入模块的两份实时输入数据进行冗余选择,选择故障等级较低模块的数据,完成冗余选择后,控制器模块对3个通道间的输入数据进行表决。控制器使用表决后的输入数据进行用户程序运算,控制器将运算得到的实时输出数据再次进行三通道间的表决,将表决后的输出数据发送到输出模块中。输出模块的冗余和表决机制:输出模块首先对来自冗余控制器的两份输出数据进行冗余选择,选择故障等级较低的控制器模块的数据,完成冗余选择后,3个通道的数据进行表决,表决后的数据驱动输出电路输出信号,输出信号采用硬件2oo3D表决后,输出驱动信号,两块冗余的输出模块同时驱动负载。浙江乙烯基DCS自动化系统承诺守信常州昂晟拥有丰富实践经验的服务工程师、自身服务经验的PMP项目经理。

配方管理通过配方组态工具,将工厂生产bom表与操作规程有机结合,并在上述的工单管理过程中,引用配方数据。实现工厂生产配方数字化管理。操作执行将Batch系统能够实现自动执行以外的工作任务进行管控。使用移动终端PDA设备进行扫码投料,实现生产过程投料防错。并与质量及ERP系统间进行交互,实现生产过程中的质量检化验业务开展及物料数据的同步。过程监控,批次分析均以Batch传回的批次数据为基础,实现每一生产批的生产过程工艺参数、人员、时间、投料明细等要素的自动记录,并进一步实现批次维度的质量追踪、批投入产出分析等精细化数据分析。
实时数据库软件是MES应用系统中的一个重要组成部分,直接决定着系统能否实现设计目标。根据企业的实际情况,在本方案中我们建议选用中控自主研发的ESP-iSYS实时数据库系统软件,数量为一套,授权点数共5000点。实时数据库实时数据库软件是MES应用系统中的一个重要组成部分,直接决定着系统能否实现设计目标。根据企业的实际情况,在本方案中我们建议选用中控自主研发的ESP-iSYS实时数据库系统软件,数量为一套,授权点数共5000点。常州昂晟是产业链完整的自动化公司!

系统结构:TCS-900系统由工程师站和安全控制站构成,而控制站由控制器模块、安全输入模块及其端子板、安全输出模块及其端子板、网络通信模块组成。系统应用网络结构:TCS-900系统的工程师站和控制站间通过网络通信模块和以太网SCNetIV实现连接,系统的控制器模块、网络通信模块和I/O模块都安装在机架中,TCS-900系统的机架分为主机架和扩展/远程机架,主机架与扩展机架通过扩展通信模块和光纤电缆实现连接。OPC服务器从控制站收集数据并将其显示在HMI中,通过SCnetIV网络的常规站间通信也可将来自DCS的实时数据传送到SIS的控制站或者将SIS控制站的实时数据传输到DCS。安全控制站之间通过**安全网络SafeEthernet实现数据通信。Modbus主站设备通过ModbusTCP或ModbusRTU网络实现与TCS-900系统的通信。其中ModbusTCP与SCnetIV共用一个网络。现场I/O信号接入与I/O模块配套的I/O端子板,再通过DB线接入到I/O模块的三组通道中。DCS采用开放、标准化、模块化、系列化设计!北京饱和树脂DCS自动化系统共同合作
忠诚合作、积极乐观、努力开拓、勇往直前。广西品牌DCS自动化系统系统培训
全智能化设计均采用微处理器负责卡件的控制、检测、运算、处理以及故障诊断等工作,在系统内部实现了全数字化的数据传输和数据处理JX-300XP控制站的电源、主控制卡、数据转发卡、模拟量卡和部分开关量卡均可按不冗余或冗余的要求配置。
兼容性符合现场总线标准的数字信号和传统的模拟信号在系统中并存。使企业现行的工业自动化方案和现场总线技术的实施变得简单易行。简单、易用的组态手段和工具组态软件用户界面友好、功能强大、操作方便,充分支持各种控制方案。 广西品牌DCS自动化系统系统培训