- 品牌
- 无锡欧驰
- 型号
- HV
- 尺寸
- 405×290×480mm
- 重量
- 约35Kg
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
维氏硬度计按其试验力的大小分为显微维氏、小负荷维氏和维氏硬度计。显微维氏的试验力≤200gf;小负荷维氏的试验力200<F≤5Kgf;维氏>5Kgf,在生产企业设计和生产的维氏硬度计并不按照它的划分,而是按照客户的要求进行生产他们认为适合市场要求的产品。目前市场上销售的显微硬度计其试验力都在10gf~1000gf;小负荷维氏硬度计其试验力一般在5000gf~10Kgf;维氏硬度计其试验力一般在10Kgf~100Kgf。维氏试验的适用范围相当普遍,它几乎可对所有金属材料和一些较高硬度的非金属材料进行测试,如玻璃、陶瓷、宝石等材料的硬度测试。数显小负荷布氏硬度计,由嵌入式微机控制。韦氏硬度计源头厂家

邵氏硬度计使用方法及注意事项:将硬度计压在玻璃板上时,指针应指100度。(压针端面与压脚底面严密接触于玻璃板上)。如不指零位和100度时,可以轻微按动压针几次,如仍不指零位和100度时,则不能使用,如在定荷架上使用时,可以揿动手柄,使工作台上升,将定位销插入工作台下部小孔,调整使用,如仍不指100度时同样不可使用。D型硬度计装置在定荷架上使用时,调整工作台平行度时压针顶端不能直接压在工作台玻璃台上,否则会压伤工作台玻璃台面,必须在工作台上放置量块或平整的玻璃板后再行操作。安徽简易数显电动洛氏硬度计品牌商家数显小负荷布氏硬度计,由触摸式大屏幕显示数据并自带数据库可方便地存储,查询,读取。

手动洛氏硬度计,是一款比较经济使用型的手动洛氏硬度计。可以测定黑色金属、有色金属、非金属材料的洛氏硬度;应用范围比较广,也可以适用于淬火、调质等热处理的洛氏硬度测量;曲面测量也比较稳定、可靠。它的功能特点:精确、可靠、耐用:表盘直接读数,HRA、HRB、HRC标尺:采用机械式手动测试,无需电源u机械手动测试过程,无需电气控制u精密油压缓冲器,加载速度可调:适用范围也比较广,操作又简便,具有良好的经济性和实用性。
里氏硬度计的选型,由于里氏硬度计本身属于便携式仪器,其方便,快捷的测量方法更是受到广大工程师朋友的欢迎。相较布洛维硬度计,里氏硬度计有着相当高的性价比。因此,在可以使用动态试验法的情况下,选择一款合适的里氏硬度计对硬度测量显得更为重要了。里氏硬度计的基本原理是具有一定质量的冲击体在一定的试验力作用下冲击试样表面,测量冲击体距试样表面1mm处的冲击速度与回跳速度,利用电磁原理,感应与速度成正比的电压。里氏硬度值以冲击体回跳速度与冲击速度之比来表示。计算公式:HL=1000*(VB/VA)式中:HL——里氏硬度值VB——冲击体回跳速度VA——冲击体冲击速度。数显布洛维硬度计适用于淬火钢、表面淬火钢,硬质合金钢,铸铁,有色金属,各种调质及退火钢,硬化薄钢板。

洛氏硬度计,产品分类按应用方式来分:一般洛氏硬度计,表面洛氏硬度计,综合型洛氏硬度计;按操作方式来分:手动洛氏硬度计,电动洛氏硬度计;按显示方式来分:指针式,数显洛氏硬度计;按加载方式来分:砝码通过杠杆原理加载,电机和传感器组成闭环加载;按参考平台来分:手动平台洛氏硬度计,平台移动式自动洛氏硬度计,机头移动式自动洛氏硬度计。洛氏硬度检测方法的特点是操作简单,测量迅速,并可从百分表或光学投影屏或显示屏上直接读数。同布氏和维氏硬度检测法一样,成为三种比较常用的硬度检测法之一。电动洛氏硬度计采用自动加卸试验力机构。无锡简易数显洛氏硬度计哪个牌子好
手动洛氏硬度计,可测定黑色金属、有色金属、非金属材料的洛氏硬度。韦氏硬度计源头厂家
布氏硬度计优点是其硬度代表性好,由于通常采用的是10mm直径球压头,3000Kg试验力,其压痕面积较大,能反映较大范围内金属各组成相综合影响的平均值,面不受个别组成相及微小不均匀度的影响,因此特别适用于测定灰铸铁、轴承合金和具有粗大晶粒的金属材料。它的试验数据稳定,重现性好,精度高于洛氏,低于维氏。此外布氏硬度值与抗拉强度值之间存在较好的对应关系。折叠缺点布氏硬度试验的缺点是压痕较大,成品检验有困难,试验过程比洛氏硬度试验复杂,测量操作和压痕测量都比较费时,并且由于压痕边缘的凸起、凹陷或圆滑过渡都会使压痕直径的测量产生较大误差,因此要求操作者具有熟练的试验技术和丰富经验,一般要求由专门的实验员操作。韦氏硬度计源头厂家
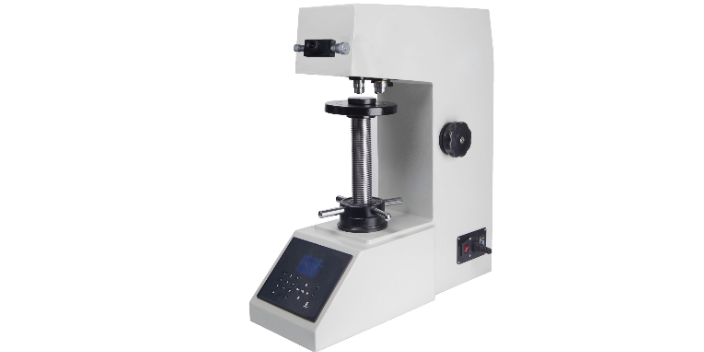
硬度计,硬度计是一种用于测量材料硬度的仪器,工作原理布氏硬度计1:把一定直径的钢球或硬质合金球,在一定试验力作用下,以一定的速度压入试样表面,经规定的试验力保持时间后卸除试验力,以试样压痕球形表面积上的平均压力来表示金属的布氏硬度值。洛氏硬度计:在规定条件下,将压头分两个步骤压入试样表面,卸除主试验力后,在初试验力下测量压痕残余深度h,以压痕残余深度h表示硬度的高低。维氏硬度计:以 49.03-980.7N 的负荷将相对面夹角为 136° 的方锥形金刚石压入器压材料表面,保持规定时间后,测量压痕对角线长度,再按公式来计算硬度的大小。硬度计,可以及时发现生产过程中的质量波动,调整工艺参数,确保产...
- 宁波自动转塔直读数显布氏硬度计实力商家推荐 2025-07-16
- 江苏数显洛氏硬度计制造厂商 2025-07-16
- 江苏数显布洛维硬度计哪个牌子好 2025-07-15
- 安徽简易数显表面洛氏硬度计实力商家推荐 2025-07-15
- 浙江简易数显表面洛氏硬度计品牌排名 2025-07-15
- 数显维氏硬度计制造厂商 2025-07-15
- 无锡简易数显电动洛氏硬度计品牌有哪些 2025-07-15
- 嘉兴洛氏硬度计价格多少 2025-07-15
- 嘉兴简易数显电动洛氏硬度计哪个牌子好 2025-07-14
- 浙江加高数显洛氏硬度计价格多少 2025-07-14


- 浙江加高洛氏硬度计品牌好 2025-07-13
- 浙江小负荷布氏硬度计性价比高 2025-07-13
- 硬度计分析仪器 2025-07-13
- 宁波显微硬度计 2025-07-13
- 江苏表面洛氏硬度计制造厂商 2025-07-12
- 上海简易数显表面洛氏硬度计品牌商家 2025-07-11



- 湖州磨抛耗材制造厂商 03-20
- 宁波高级倒置金相显微镜性价比高 03-20
- 湖南便携式现场金相显微镜经济实惠 03-20
- 嘉兴金相抛光醋酸布磨抛耗材源头厂家 03-19
- 江西乳胶砂纸磨抛耗材按钮操作 03-19
- 安徽氧化铝砂纸磨抛耗材企业 03-19
- 浙江金相抛光剂磨抛耗材哪个牌子好 03-19
- 河北磨抛耗材公司 03-19
- 宁波二氧化硅抛光液磨抛耗材厂家 03-19
- 江西金相抛光织物磨抛耗材性价比高 03-18