- 品牌
- 无锡欧驰
- 型号
- HV
- 尺寸
- 405×290×480mm
- 重量
- 约35Kg
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
里氏硬度计的选型,由于里氏硬度计本身属于便携式仪器,其方便,快捷的测量方法更是受到广大工程师朋友的欢迎。相较布洛维硬度计,里氏硬度计有着相当高的性价比。因此,在可以使用动态试验法的情况下,选择一款合适的里氏硬度计对硬度测量显得更为重要了。里氏硬度计的基本原理是具有一定质量的冲击体在一定的试验力作用下冲击试样表面,测量冲击体距试样表面1mm处的冲击速度与回跳速度,利用电磁原理,感应与速度成正比的电压。里氏硬度值以冲击体回跳速度与冲击速度之比来表示。计算公式:HL=1000*(VB/VA)式中:HL——里氏硬度值VB——冲击体回跳速度VA——冲击体冲击速度。布氏硬度计普遍适用于生产现场中的品质监控,工作环境适应性强。南京数显维氏硬度计制造厂商

布氏硬度计使用方法:安装压头与试台:选择压头,并用无酸汽油清洗其球上附沾的防锈油,用棉花或质地较软的纱布擦拭干净,装入主轴衬套内,旋转紧定螺钉使其轻轻压于压头固定杆之扁平处,然后将试台安装在丝杠上。再将试样平稳、密合地安放在试台上。此时转动手轮23,使试台缓慢上升,试样与压头接触直至手轮与螺母产生相对滑动。然后将压头紧定螺钉压紧于固定杆之扁平处。选择试验力选用的试验力为1.839千牛(187.5公斤力)时,将砝码吊架12挂在大杠杆尾部刀刃上即可;若加上62.5公斤力的砝码就形成2.452千牛(250公斤力)的试验力;再加上500公斤的砝码便形成7.355千牛(750公斤力)试验力,以此类推。南京数显维氏硬度计制造厂商电动布洛维硬度计,试验力的施加、保荷和卸荷自动完成。

硬度计选型,洛氏硬度计目前国内使用较多的很少HRC标尺,因此洛氏机器适合测试的材料还是相对比较硬的的材料,像HRB标尺使用区间还是在80-100HRB;对一些轻金属如铜、铝、铅等和铸铁,比较适合的是布氏硬度计,轻金属比较软,布氏硬度测试时压痕比较大,测量比较精确;对一些粗大晶粒的金属如铸铁,布氏硬度测试的压痕大可以避免晶粒粗大的影响,得到精确的测量结果,同时在铸件行业,布氏硬度可以换算得到材料的抗拉强度;维氏硬度几乎涵盖了从很软到很硬的材料,是通用的一种硬度计,也是目前使用比较多的硬度计。
里氏硬度计的选型,我个人认为,里氏硬度计的选择不能单以价钱高低来定,适合实际使用情况的才能称得上是合适的。里氏硬度计的选型可以说是工程师在解决实际应用时的一个重要的问题,一个好的里氏硬度计选型方案不仅可以节约产品成本、为客户省钱,而且可以节约使用人员的时间、使实验室和工业现场的测量方便,快捷。选择正确的里氏硬度计可以得到比较匹配精确的数据,为实际应用提供了坚实的数据基础。下面结合本人的项目经验及所学所想与各位朋友及同仁一起探讨一下里氏硬度计选型中的学问及应注意的问题。手动洛氏硬度计,可测定黑色金属、有色金属、非金属材料的洛氏硬度。
里氏硬度计的选型,由于通过硬度试验可以反映金属材料在不同的化学成分、组织结构和热处理工艺条件下性能的差异,因此硬度试验普遍应用于金属性能的检验、监督热处理工艺质量和新材料的研制。其次,硬度检测的方法主要有哪些?金属硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是应用比较广的,它们是金属硬度检测的主要试验方法。电子布氏硬度计,采用闭环式传感器加载,电子控制系统,具备10级试验力。南京数显维氏硬度计制造厂商
布氏硬度计还可以用于硬质的塑料、电木等某些非金属材料硬度的测定。南京数显维氏硬度计制造厂商
数显布洛维硬度计适用于淬火钢、表面淬火钢,硬质合金钢,铸铁,有色金属,各种调质及退火钢,硬化薄钢板,也适用交软的金属,表面热处理和化学热处理等,是工矿企业、科研院校所常备的硬度试验机功能特点u具备布氏,洛氏,维氏三种试验方法u七级试验力的多用途多功能硬度机,能满足用户多种硬度测试的要求u洛氏硬度,布氏和维氏读数都可数显液晶显示u高精度测微目镜,测试维氏、布氏更直观,精度更高u可直接换算布氏、洛氏、维氏标尺u试验力的施加、保荷和卸荷自动完成u使用范围广、操作方便南京数显维氏硬度计制造厂商
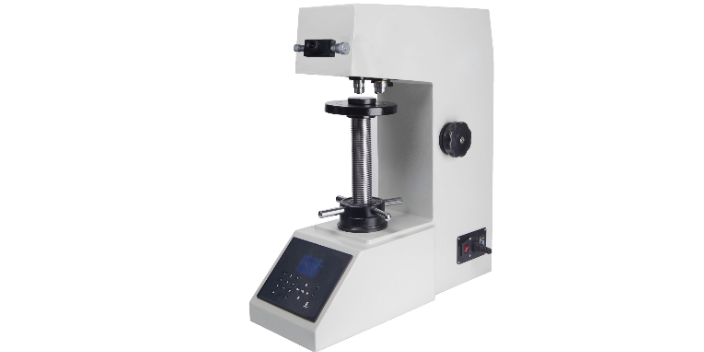
硬度计,硬度计是一种用于测量材料硬度的仪器,工作原理布氏硬度计1:把一定直径的钢球或硬质合金球,在一定试验力作用下,以一定的速度压入试样表面,经规定的试验力保持时间后卸除试验力,以试样压痕球形表面积上的平均压力来表示金属的布氏硬度值。洛氏硬度计:在规定条件下,将压头分两个步骤压入试样表面,卸除主试验力后,在初试验力下测量压痕残余深度h,以压痕残余深度h表示硬度的高低。维氏硬度计:以 49.03-980.7N 的负荷将相对面夹角为 136° 的方锥形金刚石压入器压材料表面,保持规定时间后,测量压痕对角线长度,再按公式来计算硬度的大小。硬度计,可以及时发现生产过程中的质量波动,调整工艺参数,确保产...
- 宁波自动转塔直读数显布氏硬度计实力商家推荐 2025-07-16
- 江苏数显洛氏硬度计制造厂商 2025-07-16
- 江苏数显布洛维硬度计哪个牌子好 2025-07-15
- 安徽简易数显表面洛氏硬度计实力商家推荐 2025-07-15
- 浙江简易数显表面洛氏硬度计品牌排名 2025-07-15
- 数显维氏硬度计制造厂商 2025-07-15
- 无锡简易数显电动洛氏硬度计品牌有哪些 2025-07-15
- 嘉兴洛氏硬度计价格多少 2025-07-15
- 嘉兴简易数显电动洛氏硬度计哪个牌子好 2025-07-14
- 浙江加高数显洛氏硬度计价格多少 2025-07-14



- 浙江加高洛氏硬度计品牌好 2025-07-13
- 浙江小负荷布氏硬度计性价比高 2025-07-13
- 硬度计分析仪器 2025-07-13
- 宁波显微硬度计 2025-07-13
- 江苏表面洛氏硬度计制造厂商 2025-07-12
- 上海简易数显表面洛氏硬度计品牌商家 2025-07-11




- 河北磨抛耗材公司 03-19
- 宁波二氧化硅抛光液磨抛耗材厂家 03-19
- 江西金相抛光织物磨抛耗材性价比高 03-18
- 江西氧化铝抛光液磨抛耗材哪个牌子好 03-18
- 上海磁性盘磨抛耗材操作简单 03-18
- 天津金相抛光润滑冷却液磨抛耗材性价比高 03-18
- 重庆特氟龙防粘盘磨抛耗材厂家批发 03-18
- 昆山金刚石抛光剂磨抛耗材厂家 03-18
- 湖州金相抛光粉磨抛耗材性价比高 03-17
- 湖南金刚石抛光液磨抛耗材经济实用 03-17