- 品牌
- 无锡欧驰
- 型号
- HSC-2000
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
晶间腐蚀操作主意事项,温度:如果测量加热器温度时应主意溶液的沸点温度,不能将温度设置大于溶液的沸点温度。如果有条件应先将温度传感器进行校准再使用,这样在设置温度的时候4个工位偏差不会很大,不然会有几度的偏差,主意原因是温度传感器线太长、温度传感器测量的位置有误差(测量的时候一定要将传感器塞入测量管底部,用塞子固定避免传感器移动,特别主意,如果传感器移动了,测量温度会一直达不到设定温度,这样长时间工作会烧坏加热器,因为加热器会长时间内满功率工作达到比较高的温度。所以要实时观察各通道温度和溶液沸腾状态,)晶间腐蚀的晶粒间结合力会减弱,力学性能恶化。辽宁金相电解腐蚀品牌有哪些

电解抛光腐蚀,显示钢的显微组织的电解浸蚀剂及电解抛光液表
|
浸蚀剂名称及成分 |
使用方法 |
适用范围 |
|
|
混合酸水溶液: 磷酸 90亳升 硝酸 8亳升 水 2亳升 |
使用冰溶液。 |
适用于抛光和浸蚀Fe—A1合金(A1含量至16%) |
|
|
硝酸水溶液: 硝酸 50亳升 水 50亳升 |
室温,使用电压1.5伏,2分钟使用通风橱 |
显示奥氏体或铁素体不锈钢的晶界。 |
|
|
盐酸酒精溶液: 盐酸 10亳升 无水酒精 90亳升 |
10~30秒 电压6伏 |
显示σ铁和铬钢及CrNi钢的一组织。 |
|
|
硫酸水溶液: 硫酸 5亳升 水 95亳升 |
室温,使用电压, 电流密度0.1~0.5安/厘米2,浸蚀时间5~15秒。 |
适用于Fe-Cr-Ni合金。 |
|
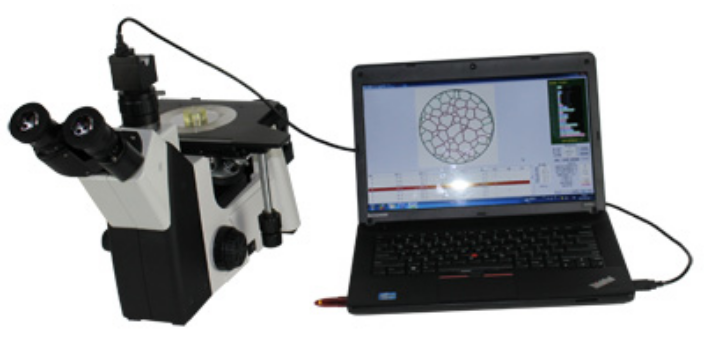
辽宁金相电解腐蚀品牌有哪些电解抛光腐蚀,工作电压、电流可输入计算机,以便于进一步数据分析和研究。

电解抛光腐蚀原理,关于电解抛光原理的争论很多,被公认的主要为薄膜理论。薄膜理论解释的电解抛光过程是:电解抛光时,靠近试样阳极表面的电解液,在试样上随着表面的凸凹不平形成了一层薄厚不均匀的黏性薄膜,这种薄膜在工件的凸起处较薄,凹处较厚,此薄膜具有很高的电阻,因凸起处薄膜薄而电阻小,电流密度高而溶解快;凹处薄膜厚而电阻大,电流密度低而溶解慢,由于溶解速度的不同,凹凸不断变化,粗糙表面逐渐被平整,然后形成光亮平滑的抛光面。电解抛光过程的关键是形成稳定的薄膜,而薄膜的稳定与抛光材料的性质、电解液的种类、抛光时的电压大小和电流密度都密切相关。根据实验得出的电压和电流的关系曲线称为电解抛光特性曲线,根据它可以决定合适的电解抛光规范。
晶间腐蚀操作主意事项,管道:进出水管一定要连接好,如果使用冷水机根据水管上的标识来连接,冷水机端锁紧好喉箍,如果连接反了会出现故障或容易让冷凝器上的水管脱落。乳胶管连接,乳胶管是连接与冷凝器的进水和出水端,下端为进水上端为排水,这样冷凝效果比较好。初次连接的时候可以将管的端部沾一点水,这样容易连接到宝塔接头上,一定要连接到宝塔接头底部这样在使用过程中不容易脱落(因为接头的外径大于管的内径如果没有沾水很难套上)。乳胶管应留长一些,一是方便上下移动冷凝管,短了不方便操作烧瓶的安装与拆卸,二是乳胶管在使用的时候头部容易老化,所以在使用的时候一定要注意,发现有问题可以剪掉老化的部分(特别是使用冷水机,冷水机温度不能设置得太低,后面会说明),乳胶管应避免搭在加热器上方,这样同样会加快乳胶管老化,多于的可以搭在十字夹或者冷凝管夹上往后。晶间腐蚀,温度可选择控制溶液温度,更精确。

电解抛光腐蚀缺点,电解抛光由于没有机械力的作用,所以没有变形层产生,也没有金属扰动层,能够显示试样材质的真实组织。由于抛光时试样是浸泡在电解液中,电解液对试样有浸蚀作用,有些试样抛光后就可直接观察组织,不必再进行组织显示。电解抛光特别适合于容易产生塑性变形而引起加工硬化的金属材料和硬度较低的单相合金,比如高锰钢、有色金属、易剥落硬质点的合金和奥氏体不锈钢等。尽管电解抛光有如上优点,但它仍不能完全代替机械抛光,因为电解抛光对金属材料化学成分的不均匀性、显微偏析特别敏感,所以具有偏析的金属材料基本上不能进行电解抛光。低倍加热腐蚀样品托盘可完全取出,清洗容易。辽宁金相电解腐蚀品牌有哪些
电解抛光腐蚀,电压电流调节、显示精度小数点后两位。辽宁金相电解腐蚀品牌有哪些
电解抛光腐蚀后面板上面前面一个为电源总开关;下排左起前面一个为电源输入插座;下排左起第二个:插座的开/关与工作电流输出同步;下排左起第三、四个和电源的总电源同步。注意事项:开机前将电压、电流调节电位器逆时针调到底;空栽或轻负载时输出电压由高处至低端时,动作不宜过快以免失控;面板输出接线柱不可当输入接线柱使用;对稳压电源进行维修时,必须将输入电压断开;输入电源线的保护接地端,必须可靠接地,以确保使用安全。辽宁金相电解腐蚀品牌有哪些

低倍组织热酸蚀腐蚀,技术背景:根据《GB/T226-91钢的低倍组织及缺陷酸蚀检验法》对钢材进行低倍组织热酸蚀,以检查钢材原材料缺陷和/或锻造流线。其中,比较重要的方法是热酸侵蚀法。目前,在应用热酸侵蚀法时还没有专门的设备,一般用电炉(或煤气)加热装酸容器如烧杯或砂锅,它们存在主要缺点1.温度无法控制;2.容器不耐腐蚀,寿命短,或易破裂,或不够大;3.酸挥发严重,污染环境;4.时间无法精确、自动控制;5.控制器和酸蚀槽在一起,整个系统易腐蚀;6.样品放入、取出不方便;7.低倍组织酸蚀程度无法有效控制,重复性差,一旦样品酸蚀不理想,就得重新制样,效率低。电解抛光腐蚀,工作电压、电流可输入计算...
- 无锡腐蚀源头厂家 2026-02-25
- 嘉兴低倍组织热酸蚀腐蚀操作简单 2025-11-29
- 北京盐酸腐蚀哪个牌子好 2025-08-21
- 江西腐蚀哪个牌子好 2025-07-12
- 宁波电解腐蚀制造厂商 2025-07-12
- 北京试验设备腐蚀 2025-07-11
- 河北低倍组织热酸蚀腐蚀制样设备厂家 2025-07-11
- 杭州腐蚀公司 2025-07-11
- 河北钢的检验腐蚀厂家批发 2025-07-09
- 吉林电解腐蚀 2025-07-09




- 河南阳极覆膜腐蚀性价比高 2025-07-07
- 湖南盐酸腐蚀多少钱一台 2025-07-07
- 江西金属抛光腐蚀操作简单 2025-07-07
- 河北金属抛光腐蚀哪个牌子好 2025-07-07
- 云南腐蚀生产厂家 2025-07-07
- 陕西盐酸腐蚀厂家 2025-07-06


- 重庆明暗场倒置金相显微镜源头厂家 03-20
- 无锡磁性盘磨抛耗材企业 03-20
- 湖州磨抛耗材制造厂商 03-20
- 宁波高级倒置金相显微镜性价比高 03-20
- 湖南便携式现场金相显微镜经济实惠 03-20
- 嘉兴金相抛光醋酸布磨抛耗材源头厂家 03-19
- 江西乳胶砂纸磨抛耗材按钮操作 03-19
- 安徽氧化铝砂纸磨抛耗材企业 03-19
- 浙江金相抛光剂磨抛耗材哪个牌子好 03-19
- 河北磨抛耗材公司 03-19