- 品牌
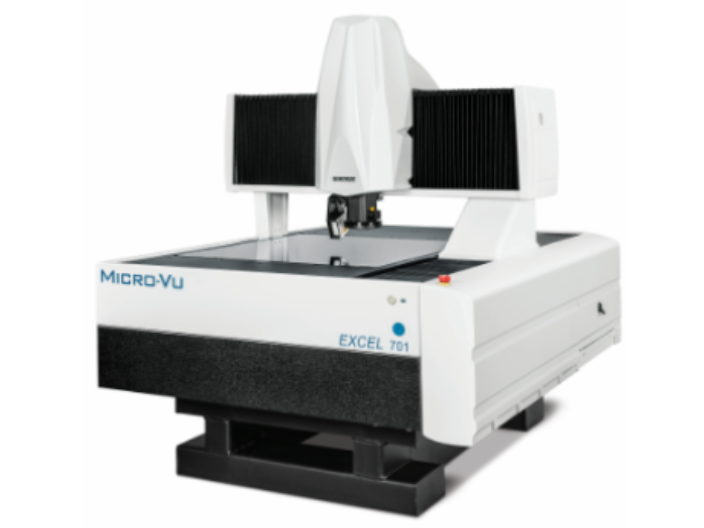
- MICROVU
- 型号
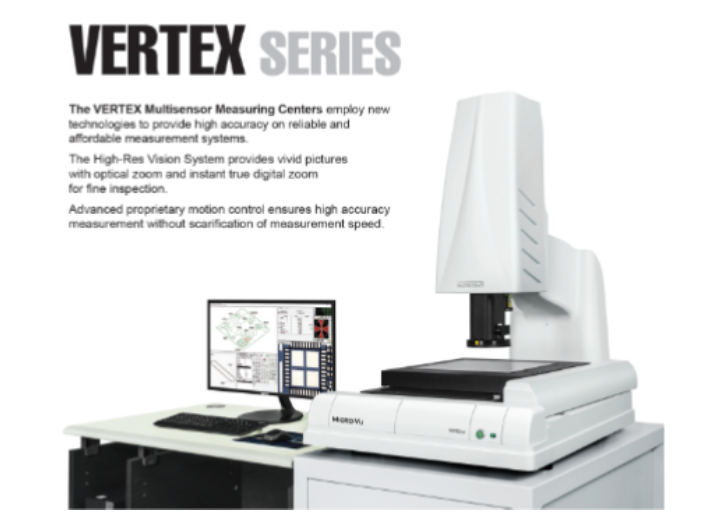
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
- 315*315*160
三坐标测量仪固定工件有哪些方法。粘结。工件亦可以用装有合适胶棒的胶枪把零件直接固定在台面上;此方法的优点是零件不会因夹持力而变形,用户应保证所有的被测特征均是可以触及,但必须记住直接与台面接触的特征是不可触及的,测量结束后应当用适当的溶剂把胶去掉,这种方法主要的缺点是用目测的方法来调整工件方向。仪器腊是除胶以外的另外一种固定物,它用手来加热及软化,和胶一样把零件的边缘和工作台固定起来。由于仪器腊在应用一个小时内会变形,导致零件位置变化,所以只有在过了变形期才能测量。测量仪不可以用手触摸。山东原装进口测量仪用法
二次元影像测量仪可以生成CAD图档。在机械生产和模具制造企业中,我们经常会看到有工程人员拿二次元影像测量仪去扫描工件表面的特征.之所以用二次元影像测量仪去检测工件,主要是因为二次元影像测量仪的具备获取高像素的清晰画面.并且可以在电脑主机上任一操作指向要观察的部位.那我们通常用二次元只限于这种功能,其实二次元影像测量仪还可以视讯软件的驱动下,把PNG图像格式生成二维平面格式,可以用CAD软件任意放大和缩小。二次元影像测量仪生成CAD格式的图档的功能其实很强大,但是操作人员运用的机会很少.主要原因是其实的工件一般都是有或多或少的公差,所以测量仪器获取的数据乃至生成的图档也跟工程图纸有较大的差距.但是如果只是一个陌生工件的表面抄数,那么二次元影像测量仪的这种生成2D图档的功能就发挥了真正的作用.工程人员如果重新根据工件的测量数据来画图的话,可能需要更长的时间.但是如果在基本成生的草图的基础上对公差部位进行少许的修改.就可以节省很多很多的时间。山东原装进口测量仪用法测量仪是模具检测等主要的检测仪器。
测量投影仪数据处理器有哪些功能?1、打印功能,打印用户程式、图形元素和三轴的显示值。2、点、线、圆、角度、距离、矩形和螺纹等图形元素的测量、预置和构造。3、座标摆正和座标平移,方便摆正工件,减少调整时间。4、按脚踏开关和/或光学寻边器,采点方便快捷。5、RS232输出功能,将当前光栅尺的显示值输出到电脑上。6、用户程式,用户可记录测量工件的操作步骤并运行,批量测量同一种工件更加方便快捷。7、多种座标显示方式,极座标和直角座标、INC座标和ABS座标、公制和英制。8、Z轴可接光栅尺或旋转编码器。9、对光栅尺可进行线性补偿或区段线性补偿。
二次元影像测量仪放大倍率知识。二次元影像测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大,基于几何成像原理的放大称为光学放大倍率,电子电路处理后显示放大称为数码放大倍率。光学放大倍率为物体通过镜头成像到CCD的感光单元上面的放大倍率。这部分是纯粹的光学成像,遵守几何光学原理。光学放大倍率部分决定了影像的放大倍率,也部分决定了CCD能够看到的视野范围。数码放大倍率为由CCD感光单元通过处理电路,把图像显示到显示器上的这一过程中产生的放大效应称为数码放大倍率。表中为CCD到显示器的放大倍率,常用CCD感光芯片尺寸有1/3〞、1/2〞、2/3〞、1〞等四种规格,常用显示器尺寸有9〞、12〞、13〞、17〞、27〞等五种规格,从表中可查到从CCD到显示器的放大倍率。测量仪要注意校正和调整。
精密影像测量仪如何解决散光问题。在实际操作时,启动开关电源后,如果在大屏幕上出现成影不集中,分辨率低的时候,我们就称之为影像测量仪的散光故障.这时候无论如何更新物镜,或者调换测量角度,大屏上呈现出来的是还是同样的画面.刚开始出现这种情况,很多人不太了解,还以为是镜头上有脏物导致的.结果用手去拭擦.效果适得其反,画面变得更加不清晰.通过阅读本文后,首先确认一下是否是散光问题导致的。如果确定是散光故障后.关掉电源,折开影像测量仪的机身.很有可能是LED不聚光引起的.更换LED后重启电源查看问题还是否存在.一般情况都差不多是这个原因.其次,拆开机座,查看玻璃的镜面是否均匀.均匀分部则不会散光,参差不齐就会导致散光。测量仪颗粒数也出现了新的数据特点。山东原装进口测量仪用法
测量仪装置后需重新借着影像观察抹拭结果。山东原装进口测量仪用法
客户购买影像测量仪的注意细节!一.适合精度。由于每个设备厂商的研发技术和生产工艺不同,固然会在仪器的精度上有所差异.特别对于影像测量仪这种高精确,高要求的测量设备,在选购时一定要问清楚厂商,他们的仪器的精确度是多少,是否可以确保是多少这一点是至关重要的.而且客户要选择适当的精确度的型号,并不是精确度越高越好.这种情况是要根据客户的测量对象而定.二.适合行程。所谓的行程就是指测量仪能够测量的大范围的数值.小行程的有30*30的,60*60的,等等;大行程的有几百乘几百的.所以在采购的时候,要跟设备厂商讲清楚自己要测量的工件大概是多少面积的,这样对方会给出合理的建议.选择适合本公司测量行程大小的测量仪。山东原装进口测量仪用法
- 佛山进口二次元测量仪销售 2026-06-03
- 常州进口三次元测量仪 2026-06-03
- 进口三次元测量仪培训 2026-06-03
- 深圳进口三次元测量仪使用注意事项 2026-06-03
- 北京进口测量仪 2026-06-03
- 南京非接触式测量仪技术支持 2026-06-02
- 广东MICROVU测量仪精度校准 2026-06-02
- 四川三次元测量仪代理 2026-06-02
- 江西进口测量仪 2026-06-02
- 浙江测量仪供应商 2026-06-02
- 无锡原装进口测量仪销售 2026-06-02
- 江西测量仪培训 2026-06-01