- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
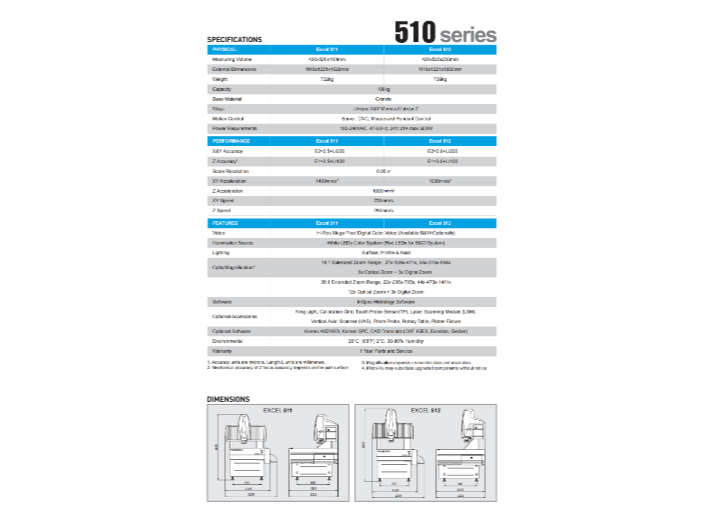
- 测量行程
- 315*315*160
三坐标测量机又称三坐标测量仪、三次元测量仪等。简称三坐标或三次元,它是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量仪或三坐标量床。需要特别注意的是,三坐标测量机价格非常昂贵,大家小心谨慎选购。工具显微镜。工具显微镜,是一种工具制造时所用高精度的二次元坐标测量仪。它是利用光学原理将工件成像经物镜投射至目镜,即借着光线将工件放大成虚像,再利用装物台与目镜网线(eyepiecereticle)等辅助,以作为尺寸、角度和形状等测量工作,可作为检验非金属光泽的工件表面。测量仪仪器存放环境相当重要。福州测量仪用途

测量仪先通光学系统将物体的像成在CCD上,再转换成视频图像,显示在液晶屏上。因CCD面阵尺寸的限制,测量仪屏幕的视场较小,加之,屏面材质和影像倍率不是整数等原因,不能实现屏上测量功能。如果采用工作台坐标测量,由于榫头形状由9条直线和8段圆弧组成,需要采集几十个坐标点,通过软件计算出每一段直线和圆弧的位置和半径,逐个元素进行数据比较,不光操作烦琐,效率低,而且不如综合评定效果直观。投影仪的投影屏尺寸从Ф250mm到Ф1500mm,具有不同规格;而测量仪液晶显示器的屏幕尺寸一般光局限于300毫米左右,对于需要大屏幕容纳的对象,就无能为力了。但是测量仪比投影仪有下列优点:采用低功率照明,无需冷却装置并且节能;很容易做到高倍率,善于观察细节。特别在反射照明和高倍率时,影像的照度比投影仪要高得多,因此,反射影像更加清晰。此外,可实现图像存储。成都MICROVU测量仪推荐测量仪在终点位置采一点,这样所测角度误差将会很大方面减小。
三坐标测量仪固定工件有哪些方法。粘结。工件亦可以用装有合适胶棒的胶枪把零件直接固定在台面上;此方法的优点是零件不会因夹持力而变形,用户应保证所有的被测特征均是可以触及,但必须记住直接与台面接触的特征是不可触及的,测量结束后应当用适当的溶剂把胶去掉,这种方法主要的缺点是用目测的方法来调整工件方向。仪器腊是除胶以外的另外一种固定物,它用手来加热及软化,和胶一样把零件的边缘和工作台固定起来。由于仪器腊在应用一个小时内会变形,导致零件位置变化,所以只有在过了变形期才能测量。
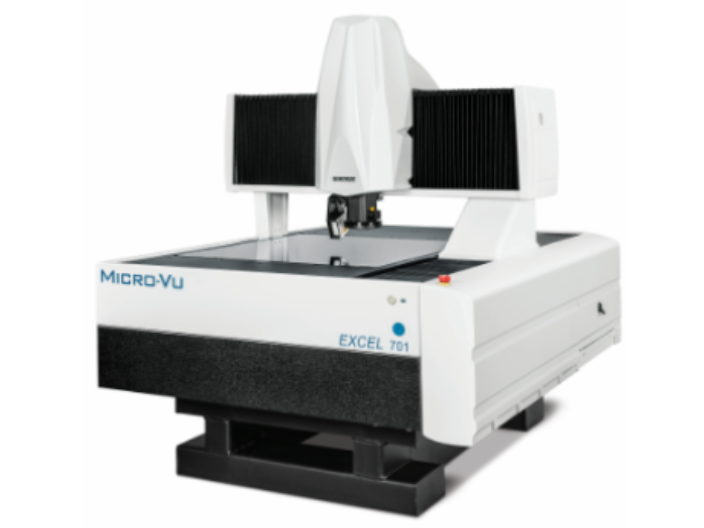
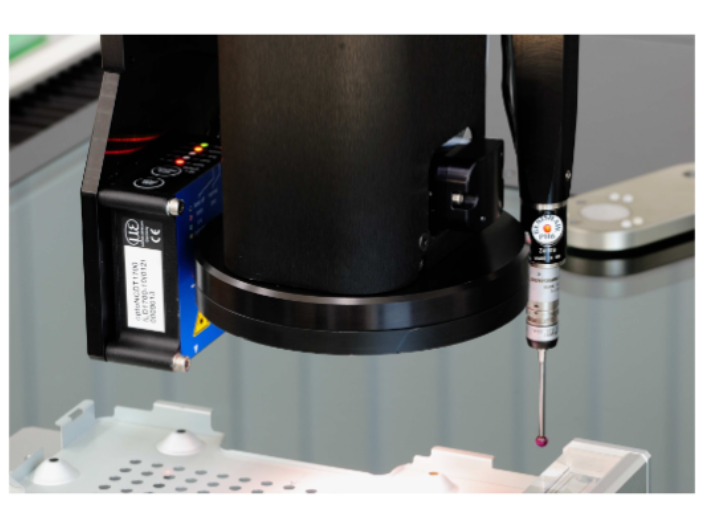
大行程影像测量仪更好的运用方法。影像测量仪一般包括小行程、中行程、大行程和超大行程四个系列。其中大行程测量仪的行程都在1000×1000×100mm以上。此类二次元测量仪适用于大尺寸产品或批量测量的精密测量,可用于LCD、PDP、PCB等显示器的相关测量。测量仪大行程三次元可加装接触式测头,激光扫描器,从而实现多种测量方式。测量仪大行程三次元适用于INTEXIMS的革新的程序限度补正系统。影像测量仪大行程三次元的三轴为坚固的花岗岩,拥有优越的耐久性及稳定性。花岗岩的特点是硬度高、耐磨损、耐腐蚀、具有装饰性。测量仪又分数字化影像测量仪(又名CNC测量仪)与手动式影像测量仪两种。
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用的照明装置才能获得合适的亮度和对比度,光源和照明方案的好坏,往往会决定整个影像探测的成败。测量仪每一步的发展在精密测量仪器中都是必然的结果。重庆进口三次元测量仪作业流程
测量仪应放在清洁干燥的室内。福州测量仪用途
进口的一般要比国产的二次元影像测量仪设备贵出许多倍。因为进口二次元影像测量仪实际支付的费用包括一系列的报关税、增值税、仓储费等等。并且由于二次元影像测量仪等属于高科技产品,进口二次元影像测量仪在产品之外的技术附加也占较大比例。在售后服务方面,进口二次元影像测量仪等精密测量设备的校正保养维修等费用与国产机相比太大,并且国产二次元影像测量仪由于具备良好的售后服务和培训,能够在短的时间内解决应用中所面临的问题,而受到广大精密测量行业客户的欢迎。福州测量仪用途
- 佛山进口二次元测量仪销售 2026-06-03
- 常州进口三次元测量仪 2026-06-03
- 进口三次元测量仪培训 2026-06-03
- 深圳进口三次元测量仪使用注意事项 2026-06-03
- 北京进口测量仪 2026-06-03
- 南京非接触式测量仪技术支持 2026-06-02
- 广东MICROVU测量仪精度校准 2026-06-02
- 四川三次元测量仪代理 2026-06-02
- 江西进口测量仪 2026-06-02
- 浙江测量仪供应商 2026-06-02
- 无锡原装进口测量仪销售 2026-06-02
- 江西测量仪培训 2026-06-01