- 品牌
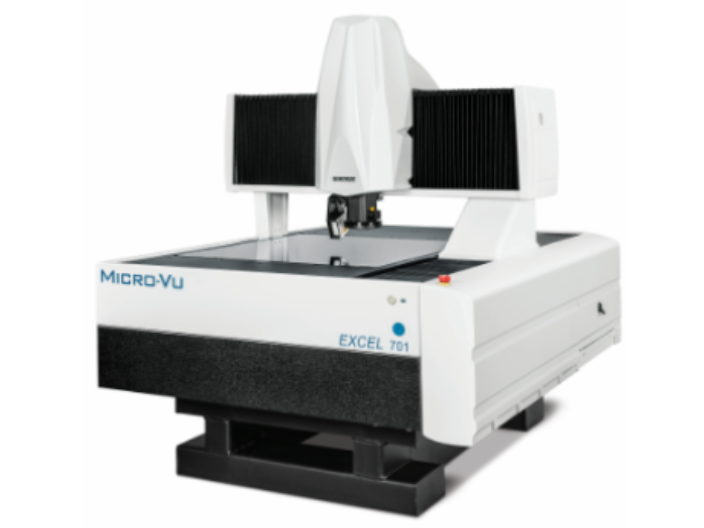
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
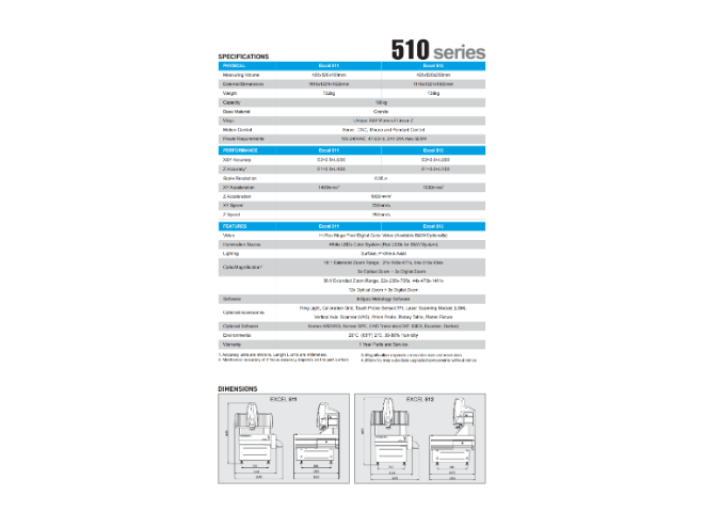
- 测量行程
- 315*315*160
二次元测量仪精确测量与问题排解方法。Z轴无法调焦。可能是固定螺丝锁住,只需将立柱上的固定螺丝松开即可。或者是马达驱动器坏,这时就得联系供应商进行修理。精度故障。包括a.x.y轴精度不准、两坐标测量精度差、角度示值误差大、不同平面测量误差大等。应对此类故障,要注意校正和调整。清洁保养。如果想让二次元测量仪少发生故障,就要注重平时对仪器进行保养。仪器存放环境相当重要,应放在清洁干燥的房间里,避免光学零件表面发霉、金属零件生锈、尘埃杂物剥落等。件表面要保持清洁,不可以用手触摸,要经常进行清洁。测量仪请勿自行随意更改,否则会产生错误的测量结果。昆山进口三次元测量仪技术支持
关于使用影像测量仪R角的检测方法。首先,将工件的两相交直线包角a的实际值用工具显微镜或其它仪器测量出来。根据包角a和工件要求的圆角半径尸绘制一张放大图。并把放大图的圆弧顶角分角线与投影仪影屏的坐标轴重合,然后将被测工件放在投影仪的载物台上,调试影象。影象与放大图相比较,通过测微器测出两者的间隙,R就是被测工件实际圆角半径。然而,在包角一定时,由于R值大小的变化,其圆心的位置也变,且投影仪的重复性和再现性极差。因此,不能用投影仪或工具显微直接测量。从生产工艺角度分析,是为了杜绝车削后裂纹的产生,主要在应力集中的地方做成圆弧过渡,以此来分散应力,使零件不至于出现裂纹,让内应力在车削后的状态中再次能够平衡,在结构突变处做成圆弧过渡,也是将应力沿圆弧的法向疏散应力,不至于产生废品。福建进口测量仪培训测量仪在影像经过数码信号传送显示器时其过程也作放大。

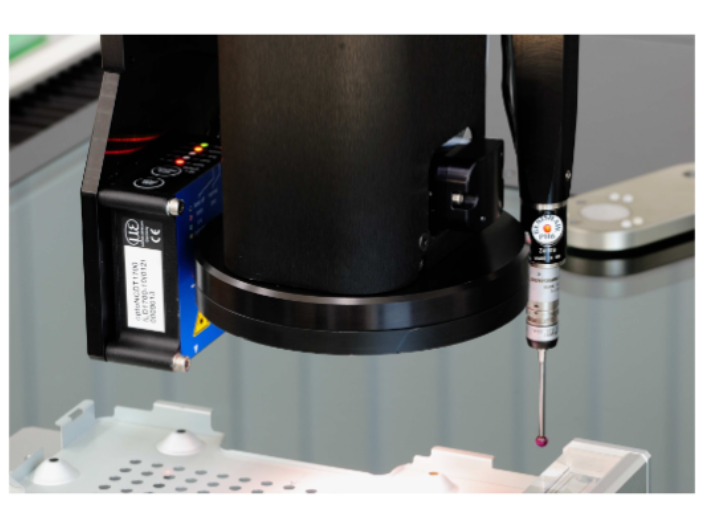
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用的照明装置才能获得合适的亮度和对比度,光源和照明方案的好坏,往往会决定整个影像探测的成败。
关于三坐标测量仪的卫生清洁。一、三坐标测量机使用的是气浮轴承,如果气源不干净,有油、水或杂质,就会造成气浮轴承阻塞,严重时会造成气浮轴承和气浮导轨划伤,甚至气浮块生锈,后果严重。所以每天要检查三次元测量仪的机床气源,放水放油。定期清洗过滤器及油水分离器,必要时更换滤芯。二、三坐标测量仪的导轨加工精度很高,与气浮轴承的间隙很小,如果导轨上面有灰尘或其他杂质,就容易造成气浮轴承和导轨划伤。所以必须每天清理三坐标测量仪的大理石工作台及导轨,工作台和导轨要用棉绸蘸上无水乙醇清洗。三、三次元测量仪对环境要求比较严格,所以每天要做好设备的卫生清理,要做到每日一小清,每周一大清,清理时要注意减少室内灰尘,室内清扫要采用吸尘器,对于三坐标测量仪的工作台、附件柜等用脱脂棉清扫。测量仪加工后质量及可靠性的影响增大。

影像测量仪的品质与其相关因素。影像测量仪的品质与其相关因素。当你看到一台台崭新的影像测量仪平静地摆放营业厅或者工作区的时候,你可能只会想到它们的测量精度是如何如何的精确。却从来不会想一下这些高精密的仪器设备的装备技术要求及它们的制造工艺。如果那天你有机会参观影像测量仪的生产车间,那些工人们的细心工作态度和素养不得不会让你大吃一惊。或许从那以后,你会更加理解:任何一件高科技的产品问世,它背后凝聚着多心勤劳心们的心血。测量仪颗粒数也出现了新的数据特点。昆山进口三次元测量仪技术支持
测量仪在终点位置采一点,这样所测角度误差将会很大方面减小。昆山进口三次元测量仪技术支持
二次元影像测量仪在测量角度的技巧。回归直线偏差小。在测量产品角度弧度过程中,经常出现重复精度差,一个人用一样的方法,却误差达到0.5度,这是经常出现的事情。在当今诸多影像测量软件中,直线采集都是默认为两点,对于规则性、直线性好的零件,角度测量上不会产生太大误差,但对于直线性不好,毛刺多的零件来说,两点采集直线的方法带来很大的误差,且重复精度亦不佳,这样的直线构成的角度,多次测量的重复性肯定不理想。若我们使用多点寻回归直线的方法来确定角度的两边,则所得的直线更贴近被测工件的实际边线,偏差从而就会减少,同时,测量误差也会减少很多,重复性也会很大方面改善。昆山进口三次元测量仪技术支持
- 佛山进口二次元测量仪销售 2026-06-03
- 常州进口三次元测量仪 2026-06-03
- 进口三次元测量仪培训 2026-06-03
- 深圳进口三次元测量仪使用注意事项 2026-06-03
- 北京进口测量仪 2026-06-03
- 南京非接触式测量仪技术支持 2026-06-02
- 广东MICROVU测量仪精度校准 2026-06-02
- 四川三次元测量仪代理 2026-06-02
- 江西进口测量仪 2026-06-02
- 浙江测量仪供应商 2026-06-02
- 无锡原装进口测量仪销售 2026-06-02
- 江西测量仪培训 2026-06-01