- 品牌
- MICROVU
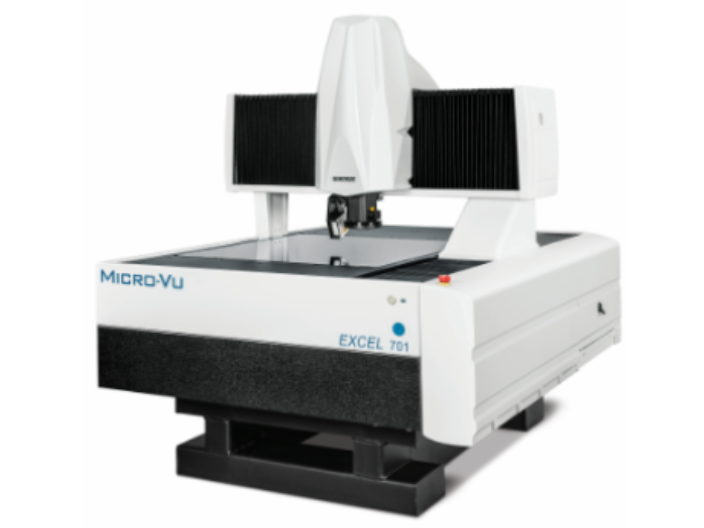
- 型号
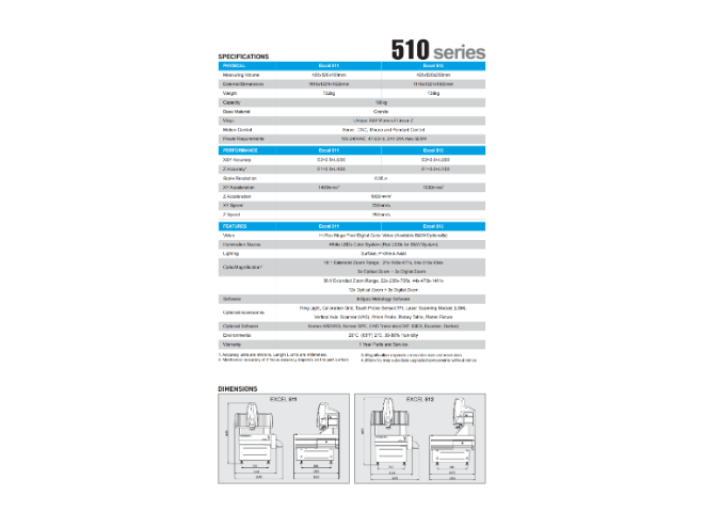
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
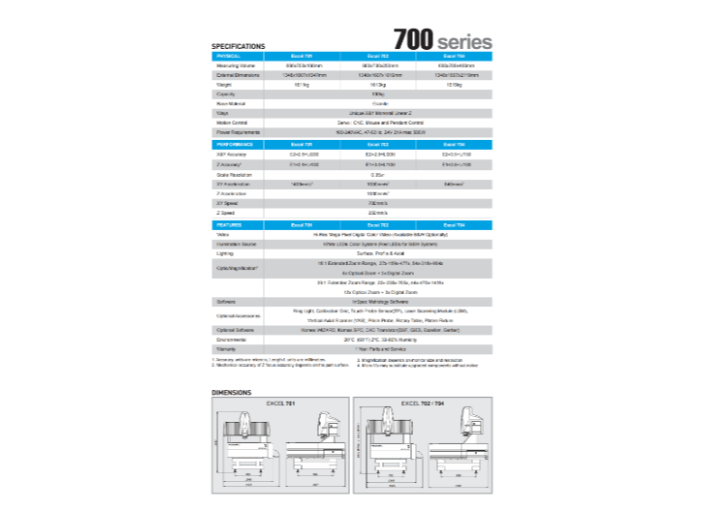
- 测量行程
- 315*315*160
不同的二次元影像测量仪具有哪些不同的特点?不同影像测量仪的共性:1、二次元影像测量仪彩色(黑白)影像的实时处理或储藏功能;2、影像测量仪可让用户自行定义的测定值计算功能与涵数功能;3、二次元影像测量仪影像工具与公差组编辑功能;4、数字形式灵活,这便于测量仪使用SPC。影像测量仪的特性:1、有助于排列与公差表现的Frame设定功能。2、为进行精密测定而设置的二次元测量仪自动边缘探测功能;3、直交坐标仪与极坐标仪二次元影像测量仪的变换功能;4、影像测量仪测定CAD化图表功能。测量仪原理是基于CCD影像测量的基础上。重庆进口三次元测量仪销售
二次元测量仪精确测量与问题排解方法。Z轴无法调焦。可能是固定螺丝锁住,只需将立柱上的固定螺丝松开即可。或者是马达驱动器坏,这时就得联系供应商进行修理。精度故障。包括a.x.y轴精度不准、两坐标测量精度差、角度示值误差大、不同平面测量误差大等。应对此类故障,要注意校正和调整。清洁保养。如果想让二次元测量仪少发生故障,就要注重平时对仪器进行保养。仪器存放环境相当重要,应放在清洁干燥的房间里,避免光学零件表面发霉、金属零件生锈、尘埃杂物剥落等。件表面要保持清洁,不可以用手触摸,要经常进行清洁。深圳原装进口测量仪使用注意事项测量仪在终点位置采一点,这样所测角度误差将会很大方面减小。
二次元影像测量仪在复杂工件位置检测方法。1、首先将所有的被测元素,圆,弧,直线采集出来。2、然后使用两点构建X轴坐标系功能,将坐标系的X轴建立在圆1圆2所在的直线上。3、使用坐标平移功能,将坐标原点设置在中心圆上,中心圆的圆点坐标即为(0,0)。4、点击任意一个被测圆,其圆点坐标为(x,y),x、y分别为该圆相对于中心圆在水平和垂直方向的距离。该类工件不能只简单测量圆心距,相对位置关系才是该类零件能否组装合格的关键。对于工件相对位置度的检测,是二次元影像测量仪的一个基本检测功能,同时也是十分重要的检测功能,好的二次元测量仪完全可以在检测中做到完美,这是每一台影像测量仪所追求的目标。
二次元影像测量仪放大倍率知识。二次元影像测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大,基于几何成像原理的放大称为光学放大倍率,电子电路处理后显示放大称为数码放大倍率。光学放大倍率为物体通过镜头成像到CCD的感光单元上面的放大倍率。这部分是纯粹的光学成像,遵守几何光学原理。光学放大倍率部分决定了影像的放大倍率,也部分决定了CCD能够看到的视野范围。数码放大倍率为由CCD感光单元通过处理电路,把图像显示到显示器上的这一过程中产生的放大效应称为数码放大倍率。表中为CCD到显示器的放大倍率,常用CCD感光芯片尺寸有1/3〞、1/2〞、2/3〞、1〞等四种规格,常用显示器尺寸有9〞、12〞、13〞、17〞、27〞等五种规格,从表中可查到从CCD到显示器的放大倍率。测量仪工作台和导轨要用棉绸蘸上无水乙醇清洗。
客户购买影像测量仪的注意细节!一.适合精度。由于每个设备厂商的研发技术和生产工艺不同,固然会在仪器的精度上有所差异.特别对于影像测量仪这种高精确,高要求的测量设备,在选购时一定要问清楚厂商,他们的仪器的精确度是多少,是否可以确保是多少这一点是至关重要的.而且客户要选择适当的精确度的型号,并不是精确度越高越好.这种情况是要根据客户的测量对象而定.二.适合行程。所谓的行程就是指测量仪能够测量的大范围的数值.小行程的有30*30的,60*60的,等等;大行程的有几百乘几百的.所以在采购的时候,要跟设备厂商讲清楚自己要测量的工件大概是多少面积的,这样对方会给出合理的建议.选择适合本公司测量行程大小的测量仪。测量仪能够更为精确的检测出我们所需的参数与数据。佛山三次元测量仪公司
测量仪对于规则性、直线性好的零件,角度测量上不会产生太大误差。重庆进口三次元测量仪销售
三坐标测量仪固定工件有哪些方法。夹具。工件夹持系统向用户构造一个简单的面向任务的夹具,在其中安装工件,使零件便于定位。夹持系统不会使工件变形,在使用时应确保所有被测特征均是可触及的,这样才能够缩短测量时间,固定夹具现在已经在普遍应用。按照工件外形、重量分类:1、轻型零件。对小的轻型零件,可以用橡皮泥、仪器腊等材料来固定零件,但用户应确保在测量结束以后从机器和零件上清理所有的痕迹。在某些情况下要用机械的方法把零件固定在三坐标测量机上,用户应当知道夹持力会引起零件变形,因此必须注意不要过分夹紧,推荐在夹具和零件间隔软的垫子。磁力的及真空卡盘亦可以作为另一种夹持方法。2、重型零件。若被测零件足够重,以至于不需任何夹持装置就可以稳定的放在机器台面上;用户应当知道测量时零件处于自由状态,亦就是不需用任何安全装置,工件不会产生位移,但是操作者要知道重型零件必然会引起机器变形。重庆进口三次元测量仪销售
- 佛山进口二次元测量仪销售 2026-06-03
- 常州进口三次元测量仪 2026-06-03
- 进口三次元测量仪培训 2026-06-03
- 深圳进口三次元测量仪使用注意事项 2026-06-03
- 北京进口测量仪 2026-06-03
- 南京非接触式测量仪技术支持 2026-06-02
- 广东MICROVU测量仪精度校准 2026-06-02
- 四川三次元测量仪代理 2026-06-02
- 江西进口测量仪 2026-06-02
- 浙江测量仪供应商 2026-06-02
- 无锡原装进口测量仪销售 2026-06-02
- 江西测量仪培训 2026-06-01