换热器(heatexchanger),是将热流体的部分热量传递给冷流体的设备,又称热交换器。换热器在化工、石油、动力、食品及其它许多工业生产中占有重要地位,其在化工生产中换热器可作为加热器、冷却器、冷凝器、蒸发器和再沸器等,应用之广。创阔科技在不断的研发创新现已适用于不同介质、不同工况、不同温度、不同压力的换热器,结构型式也不同,然而换热器在石油、化工、轻工、制药、能源等工业生产中,常常用作把低温流体加热或者把高温流体冷却,把液体汽化成蒸汽或者把蒸汽冷凝成液体。换热器既可是一种单元设备,如加热器、冷却器和凝汽器等;也可是某一工艺设备的组成部分,如氨合成塔内的换热器。换热器是化工生产中重要的单元设备,根据统计,热交换器的吨位约占整个工艺设备的20%有的甚至高达30%,其重要性可想而知。 氢气加热器,冷却器设计加工,创阔科技。陕西不锈钢微通道换热器
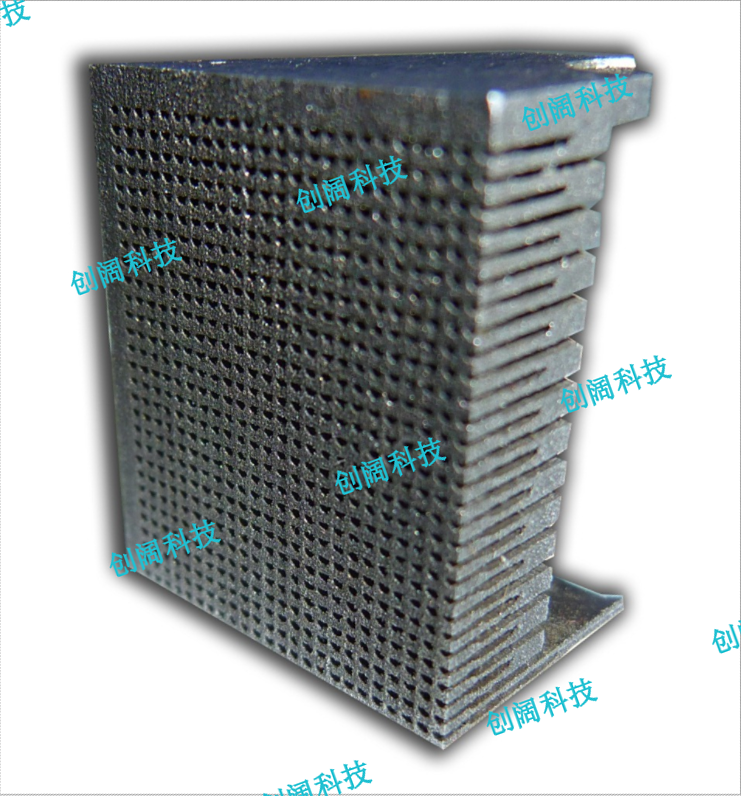
创阔能源科技流量对于换热效率的影响在低介质流量时,金属换热器的换热效率随介质流量的变化存在一个最大值,亦即对于确定结构的换热器而言,存在一个比较好的操作流量值。并且,在相同的流量偏差下,系统效率在亚负荷操作时,效率降低幅度要比在超负荷操作时大得,因此,在一定范围内,金属微通道换热器可超负荷运行,不宜在亚负荷状态下操作,这点与常规尺度换热器系统有明显的区别。在高介质流量时,器壁轴向导热对换热效率的影响逐渐减弱。随介质流量的增加,换热效率逐渐减小。武汉微通道换热器服务至上微通道通过各向异性的蚀刻过程可完成加工新型换热器。

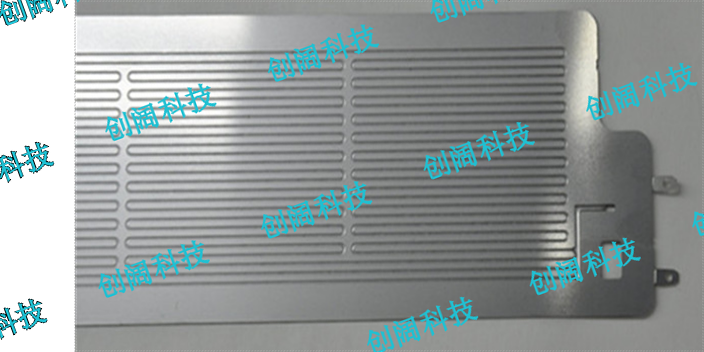
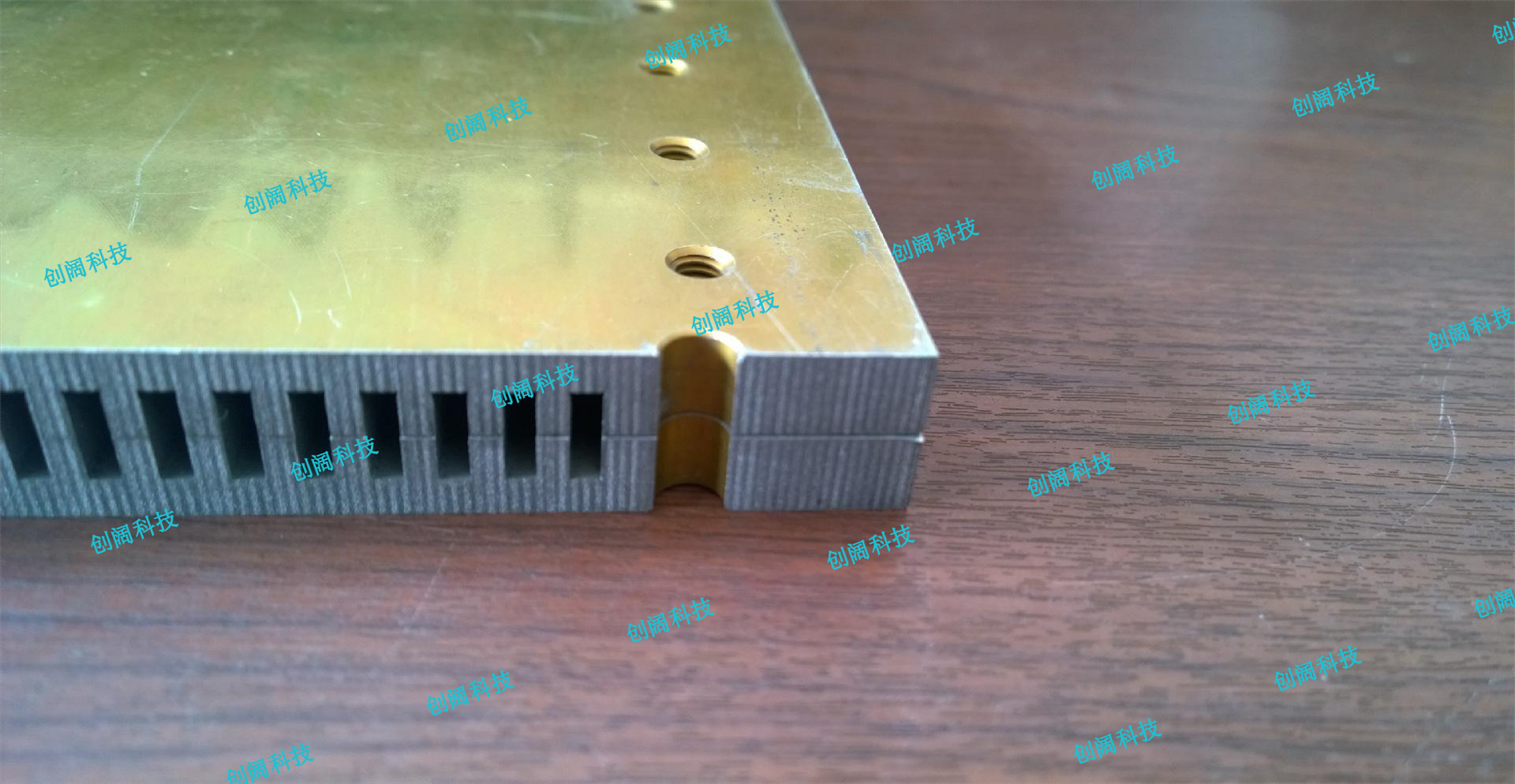
创阔科技换热器有多种,以平板式换热器为例。现阶段创阔科技的平板式换热器制造工艺以真空扩散焊接加工,而钎焊方法因为服役环境对钎料的限制而存在很大的局限性,使用寿命有限,而真空扩散焊方法则可以有效地避免这一问题。但后者对工件的加工质量、表面状态以及设备有着极高的要求。而且,更有甚者,随着换热器结构的紧凑化、小型化发展,真空扩散焊的技术优势进一步彰显,但技术难度的加大也显而易见。换热器微通道的变形与界面结合率之间如何取得良好的平衡直接决定了真空扩散焊工艺的成败。
“创阔科技”反应器既可在研发中用于多功能合成工艺评估平台,也可用于小批量定制化学品的迅速生产,因为它具有80吨的液体年通量能力.“创阔科技”反应器较多用于研究院所,高校和企业的实验室,致力于“连续流”化学合成反应工艺方面的研究和开发。“创阔科技”微通道连续流反应器成功应用于多种反应金属有机多步化学合成:应对不稳定中间产物难题。气-液-固浆状流,选择性加氢:高转化率,选择性好。二肽合成:选择萃取和连续反应耦合提高产品提取率。光化学合成反应(氯化、溴化等):易于控制,提高收率。简化传统的磺化反应:采用工业硫酸,无需SO3也能达到高收率。格氏试剂制备:易于精确控制,提高下游产品纯度。低温反应:-50°C的反应在0°C完成不影响收率,-20°C的反应能在常温下实现。贝克曼重排反应:工艺稳定,收率提高。选择性硝化反应:减少溶剂用量,提高收率,更安全环保。过氧化物合成:高效安全,可以在线生产,很好改善过氧化物物流过程和成本。气-液两相(纯氧)氧化反应:操作安全,传质效率高,选择性好,溶剂用量少。酯化和水解反应:高效稳定,收率好。高效性:独特的微通道设计,传质效率是釜式反应釜的10到100倍以上。真空扩散焊接加工,氢气换热器,设计加工咨询创阔科技。
创阔能源科技制作微反应器的特点,小试工艺不需中试可以直接放大:精细化工行业多数使用间歇式反应器。小试工艺放大到大的反应釜,由于传热传质效率的不同,工艺条件一般都要通过实验来修改以适应大的反应器。一般的流程都是:小试"中试"大生产。而利用微反应器技术进行生产时,工艺放大不是通过增大微通道的特征尺寸,而是通过增加微通道的数量来实现的。所以小试比较好反应条件不需要做任何改变就可以直接进入生产。因此不存在常规反应器的放大难题。从而大幅度缩短了产品由实验室到市场的时间。这一点对于精细化工行业,尤其是惜时如金的制药行业,意义极其重大多层焊接式换热器,创阔科技加工。武汉微通道换热器服务至上
创阔能源科技致力于加工设计微通道换热器。陕西不锈钢微通道换热器
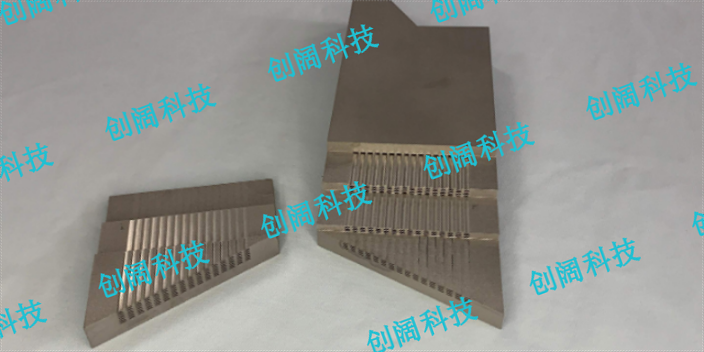
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。陕西不锈钢微通道换热器
苏州创阔金属科技有限公司致力于机械及行业设备,是一家生产型公司。创阔金属科技致力于为客户提供良好的真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工,一切以用户需求为中心,深受广大客户的欢迎。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。创阔金属科技凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。