- 品牌
- 浩通
- 型号
- 全型号
- 产地
- 山东 淄博
- 是否定制
- 是
安徽搪瓷管道厂家, 搪玻璃管道目前使用范围非常普遍,对于大部分要起化学作用或者物理作用时都会用到反应釜。由于作用大被使用的范围广,但是针对这种机器的普遍使用,往往会出现各种各样的问题,针对这些问题我们应该找到原因并且进行解决。 一、后固化问题 固化后起泡的主要原因是胶的蒸发量太高,轧制温度低,轧制速度快,胶的蒸发太晚,不能蒸发,造成管内残渣,当管加热固化后,残余蒸发被加热膨胀,使管内残余的水分蒸发量增加。它会使管子冒泡。解决方法:控制蒸发量,适当增加轧制温度,减少轧制速度。 二、搪玻璃管道分层原因 1、胶布太旧了,搪瓷管道,胶布量太小或不均匀。 2、热辊温度太低,树脂熔化不好,胶布不能较好地粘在芯上。 3、胶布张力低。 4、放油剂用量太多,会弄脏芯布。 解决方案: 1、胶布的粘接剂含量和可溶性树脂含量应符合质量要求;应增加热辊温度,使胶布通过热辊,变软变粘,使管芯粘结牢靠。 2、调节胶布张力。 3、不需要使用除油剂或减少其用量。 以上叙述就是我们总结的搪玻璃管道的常见故障以及原因解决方法全部内容,希望对您能够起到一定的帮助。

山东浩通机械设备有限公司位于中国搪玻璃设备之乡----山东省淄博市张店区傅家镇,紧邻309国道,交通便利,地理位置优越。我厂集科研、生产、贸易于一体,是淄博市化工设备主要生产厂家之一。 本公司主要生产、加工K/F50—50000L系列的搪瓷反应釜、搪玻璃设备、搪玻璃储罐、非标反应釜、碳钢、不锈钢制的压力容器、换热器、贮存容器、搪玻璃碟片 式冷凝器、搪玻璃搅拌器、温度计套管、各种搪玻璃管道、弯头、三通、四通、四氟设备、四氟变径、四氟弯头、四氟栅板、四氟三通等并可定做的各种非标设备。 公司本着“同建和谐,实现共赢,用心服务,尽善尽美。始于用户需求,终于客户满意。”的企业宗旨和服务。重信誉、守合同,严把产品质量关,热诚欢迎广大用户前来咨询考察,洽谈业务!

搪玻璃管道在当今工业中,是目前化工制造业的重要设备,主要被用于这些行业中的一些的反应和的热加工之中,小编和大家分享一下搪玻璃管道使用时的节能窍门,可能很多人没怎么听说过,对它的知识了解少,那么就跟小编来看看,让您获得更多的知识。 1、在保证进水清洁的前提下,可去掉滤网; 2、及时去除管道内的堵塞物。异物留在进水管、叶轮或导流壳流道内,都将使出水量减少; 3、在使用时尽量缩短管路; 4、尽量采用联轴器直接传动,这是因为联轴器直接传动比皮带传动效率高; 5、尽量加大出水管直径; 6、不用“高射炮”式出水管口。因为这种出水管增加能耗。同时要使搪玻璃管道出水口正对水池; 7、要对搪玻璃管道的各密封部位仔细检查,防止搪玻璃管道进气。若搪玻璃管道进了空气,出水量会明显减少; 8、能用电动机的就不用柴油机或汽油机,有条件用三相异步电动机的不用单相异步电动机。 关于搪玻璃管道的知识就为大家说到这里了,如果您还有任何这方面的的疑问,就请来我们公司吧,我们将耐心回答您的任何疑问。
安徽搪瓷管道厂家, 搪玻璃管道在安装的过程中,支撑方式主要有托耳和支腿两种方式,我们需要对这两种方式有足够的了解,这样才能够更好的对其进行使用,下面一起去了解一下吧。 1、托耳支撑 原则上说一般选择托耳支撑,即在夹套部位上端焊有托耳型的支撑方式,属悬空式支撑,这样好与其它设备如冷凝器、管道、储罐等配套使用,选择托耳支撑的要有操作台,操作台的设计是根据反应釜的尺寸,用槽钢、圆管等组合而成,根据工艺的所配套的其它设备也就便于安装操作,它比较适合与多台设备的使用环境。 2、支腿支撑 如果是单体使用搪玻璃管道,一般选择支腿支撑,即在底部的夹套部位含有三根或四根腿型的支撑,属落地式支撑,尤其是小一点的一般容积在500L以下的,选择这种支撑方式不用焊接操作台,放置、移动比较方便,但非常重要的一点就是要确定好支腿的长度。 使用搪玻璃管道的时候,对于它的支撑方式是一定要了解的,这样在使用才会更加稳固,这样工作效率才会更高,希望能够对您的使用有所帮助。

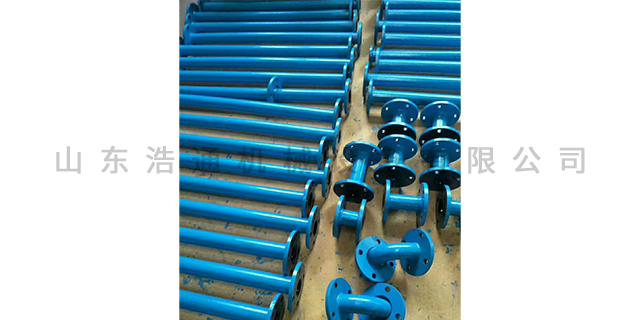
搪玻璃管道特性说明 (1)耐腐蚀性:搪玻璃层能耐除氢氟酸、浓磷酸(浓度大于30%、温度大于100℃)、强碱(PH值大于12,温度大于100℃)以外的腐蚀介质。 (2)耐热性:搪玻璃反应罐设计温度0-200℃(放料阀设计温度0-150℃)。 (3)耐温急变性:搪玻璃层能耐冷冲击110℃,热冲击120℃ (4)耐机械冲击性:搪玻璃层能耐0.22J(2200gcm)冲击功(试样)。 (5)绝缘性:搪玻璃层经20000V电火花检验器检查无导电现象。 搪玻璃管道特性说明 (6)绝缘性:搪玻璃层经20000V电火花检验器检查无导电现象。 搪玻璃管件(搪玻璃管道),即搪瓷管件,包括各种规格的搪玻璃直管、弯头、三通、四通,异径短节等,为连接搪玻璃主体设备如搪玻璃反应釜、搪玻璃储罐、搪玻璃蒸馏釜、搪玻璃冷凝器等用。
安徽搪瓷管道厂家, 搪玻璃管道在出炉温度一定时延长加热时间对内折影响不大,但内折数量却明显增大,原因是加热时间越长晶粒长大越厉害,而且是表层更明显。那么还有哪些原因导致搪玻璃管道内折呢?下面小编就为大家具体介绍一下: 1、加热时间与内折的关系,在出炉温度一定时延长加热时间对内折影响不大,但外折数量却明显增大,原因是加热时间越长晶粒长大越厉害,而且是表层更明显,使组织性能变坏产生外折。工具对内折的影响,顶头对内折也有一定影响。 2、穿孔温度对内折的影响,随着温度的提高,材料塑性提高,临界压下量随温度的提高而增大,但如果是采用浇铸温度浇铸的管坯,穿孔温度在一定范围内变化时内折是没有明显变化的。 3、穿孔变形参数对内折的影响,搪玻璃管道产生折叠也与穿孔过程有一定关系,穿孔过程参数设定、工具设计等对产生折叠有一定影响,管坯心区的破裂不仅与轧辊中的总压下量和顶头前总压下量有关,而且与管坯转半周时的局部压下量有关。 除此之外,搪玻璃管道产生折叠也与穿孔过程有一定关系,穿孔过程参数设定、工具设计等对产生折叠有一定影响,所以,我们在使用搪玻璃管道时,为了避免搪玻璃管道的内折,我们要事先了解关于搪玻璃管。