KAPP-NILES磨齿机的用途和特点, 切入式滚轮修整
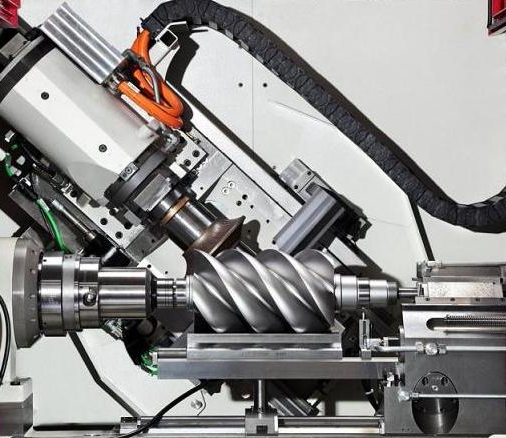
采用切入式滚轮修整时,金刚石滚轮在修整电机驱动下高速旋转,沿砂轮径向做切入运动,KAPP-NILES磨齿机,为了修整成形表面,金刚滚轮和砂轮沿轴向相对运动。如图2所示,修整成形砂轮时,修整滚轮和砂轮以一定的线速比绕自身回转中心回转。砂轮沿自身轴线(Y轴)方向往复运动,修整滚轮沿自身径向(W轴)方向,以一定的比例关系跟随砂轮轴向运动。Y轴和W轴插补走圆弧或直线,金刚滚轮R圆弧圆心走砂轮廓形等距线(见图3)。利用滚轮和砂轮的接触点包络出砂轮截形。
本公司是一家由专业人士于2011年创办的机电类综合性设备运营服务商,主要为机械制造型企业提供先进的加工设备、自动化生产线及售后技术服务,主要代理品牌有德国卡帕KAPP-NILES蜗杆磨齿机和成型磨齿机、意大利VIGEL巍捷尔多主轴立式、卧式加工中心等国外先进数控设备及自动化生产线。 公司自成立以来得到了国内外众多**机器制造商的认可和支持,本着“诚信经营、服务快捷”的宗旨,我们为客户量身定制全套的可持续解决方案,缩短了客户在采购整批设备时逐一选型、逐一进行性价比分析的时间。我们坚守“24小时***服务”的售后服务承诺,为更好的保证服务质量和实现本地化服务,特成立了全资子公司—-无锡卡帕数控科技有限公司,经验丰富的技术工程师贴心为您服务,综合长期积累的先进科技知识和维修经验,为全国各地**的企业提供了多方面的设备配套和技术支持,同时提供FANUC、MITSUBISH、SIEMENS等数控系统的机床、精密磨床维修服务。我们在不断成长中,真诚期待与您合作,愿与您互促进、共发展!

磨齿机现在使用越来越多,具体他产生故障的原因有哪些,下面卡帕小编给大家分析了以下的原因,希望可以帮到大家。
分析故障产生的原因
成型磨时砂轮及修整参数和工艺参数的选择不当极易导致磨削时产生大量热量,特别是当这些热量不能及时被磨粒和冷却液带走时,将在磨削区域产生超过回火温度的过热而形成回火或产生超过加热奥氏体的过热而形成淬火使金相组织及应力发生变化,导致磨削和裂纹的产生。这**是产生磨削和裂纹在磨齿工序的原因,还有很多其他原因需依靠在磨齿前注意热处理的影响和工艺编排,避免与轮齿精度相关工序的不当操作。
KAPP-NILES磨齿机的用途和特点, 磨齿机在机械部分改造方案分析也许很多人都不知道,下面针对这个,卡帕小编给大家介绍以下的内容,希望可以帮到大家。 (1)制作电箱:使操作者通过操作电箱控制刀架转台转位,从而使齿盘转过相应角度,并对齿盘进行加工。 (2)电箱功能:按下自复位式按钮,转台松开,转过固定角度后锁紧,即完成转位。如图5所示。 (3)转台控制过程简介:转台的控制机构主要包含松开、锁紧电磁阀,锁紧、松开到位检测开关。在控制过程中PLC接收控制信号并输出,控制转台执行相应的动作。按下按钮,PLC接收到转位信号后,PLC输出松开信号,松开电磁阀得电,转台松开。PLC收到松开反馈信号后,经延时输出正转信号,正转电磁阀得电,转台正转。
修整深度影响砂轮磨粒的受力特征,修整深度较小时,砂轮磨粒所受破坏强度较小,产生微观破碎,形成微刃,廓形精度高,适合精磨;修整深度较大时,磨粒受力断裂破碎,部分结合剂脱落,形成尖锐的切削刃及容屑空间,适合粗磨。修整深度的选择应该考虑砂轮的磨粒尺寸,避免过大的修整量将磨料整体脱落,既浪费磨料又难以形成精确的廓形。 金刚滚轮采用电镀或烧结方法制成,磨料为天然金刚石或各种人造金刚石,如CVD、PCD等。修整过程中产生热量,破坏金刚石磨料稳定性,切削热使砂轮磨料熔覆,造成堵塞,需要冷却液及时带走砂轮修整时的磨擦热,清理砂轮,冲走切屑,提高修整精度,延长滚轮寿命。
KAPP-NILES磨齿机的用途和特点, 切削角调整 由于锯片所要切削的材料非常有变化,所以要依被切削材料的材质来选择合适的切削角。 切削角的调整方法是,先放松夹紧座螺丝,然后旋转锯片座基座至所要的切削角度,再锁紧夹紧座螺丝。 齿型变换 一般常用有两种齿型,一是三角齿、二是弧形齿、研磨前应决定好齿型。 转换齿型应于机器运转时,以L型板手变换齿型转换钮,选择所要研磨的齿型。 高低齿差 研磨前应决定是否磨高低齿,如要磨高低齿则调整高低齿差调整杆至需要之刻度。
行路致远,砥砺前行。无锡卡帕数控科技有限公司致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为机械及行业设备富有影响力的企业,与您一起飞跃,共同成功!卡帕供应,**进口数控装备的销售和服务,自动化生产线整包服务,24小时***售后服务
- KAPP-NILES磨齿机厂家实力雄厚 和谐共赢「卡帕供应」 2020-04-07
- KAPP-NILES磨齿机择优推荐 欢迎来电「卡帕供应」 2020-04-02
- KAPP-NILES磨齿机市场前景如何 欢迎来电「卡帕供应」 2020-03-28
- KAPP-NILES磨齿机择优推荐 创新服务「卡帕供应」 2020-02-17
- KAPP-NILES磨齿机销售厂家 服务为先「卡帕供应」 2020-02-03
- KAPP-NILES磨齿机报价 信息推荐「卡帕供应」 2020-02-02
- KAPP-NILES磨齿机规格齐全 铸造辉煌「卡帕供应」 2020-02-02
- KAPP-NILES磨齿机服务为先 信息推荐「卡帕供应」 2020-02-02
- KAPP-NILES磨齿机哪家强 服务至上「卡帕供应」 2020-02-02
- 上海KAPP-NILES磨齿机 和谐共赢「卡帕供应」 2020-02-02
- KAPP-NILES磨齿机产品介绍 欢迎咨询「卡帕供应」 2020-02-03
- 正规KAPP-NILES磨齿机 抱诚守真「卡帕供应」 2020-02-02


