
销售尼尔斯磨齿机新报价, 摆动式滚轮修整
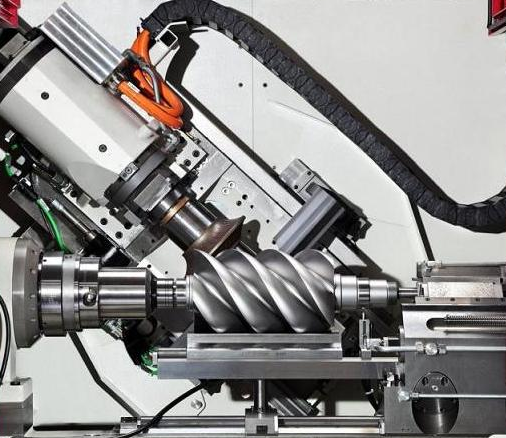
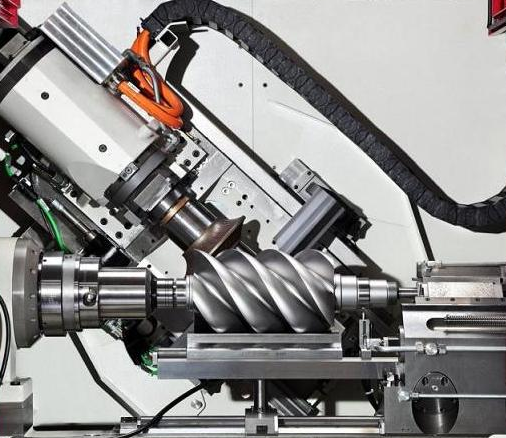
摆动式金刚滚轮修整结构相对复杂,需要实现5个动作:砂轮旋转、金刚滚轮旋转、金刚滚轮摆动、滚轮和砂轮偏置、修整进给。采用该方法,金刚滚轮截面始终处于砂轮廓形法向截面内,修整砂轮*用金刚滚轮R圆弧上的一个点,类似使用金刚笔尖修整砂轮。
标修整装置
极坐标修整装置结合了切入式修整和摆动式休整的特点,数控系统控制金刚滚轮在极坐标系中的平面运动包络砂轮轴截形曲线,实现砂轮成形修整。修整砂轮时,修整滚轮和砂轮以一定的线速比绕自身回转中心回转,尼尔斯磨齿机。砂轮绕摆动中心摆动,修整滚轮沿自身径向朝砂轮做直线运动。通过直线轴和回转轴两轴插补将砂轮截面修整成与待磨齿轮齿槽相适应的形状。
本公司是一家由专业人士于2011年创办的机电类综合性设备运营服务商,主要为机械制造型企业提供先进的加工设备、自动化生产线及售后技术服务,主要代理品牌有德国卡帕KAPP-NILES蜗杆磨齿机和成型磨齿机、意大利VIGEL巍捷尔多主轴立式、卧式加工中心等国外先进数控设备及自动化生产线。 公司自成立以来得到了国内外众多**机器制造商的认可和支持,本着“诚信经营、服务快捷”的宗旨,我们为客户量身定制全套的可持续解决方案,缩短了客户在采购整批设备时逐一选型、逐一进行性价比分析的时间。我们坚守“24小时***服务”的售后服务承诺,为更好的保证服务质量和实现本地化服务,特成立了全资子公司—-无锡卡帕数控科技有限公司,经验丰富的技术工程师贴心为您服务,综合长期积累的先进科技知识和维修经验,为全国各地**的企业提供了多方面的设备配套和技术支持,同时提供FANUC、MITSUBISH、SIEMENS等数控系统的机床、精密磨床维修服务。我们在不断成长中,真诚期待与您合作,愿与您互促进、共发展!

磨齿机对对原加工方法和工艺的改进有哪些,很多人可能都不知晓,下面卡帕小编给大家分析了以下的内容,希望可以帮到大家。
对原加工方法和工艺的改进
首先应注意提高热处理质量,减少残奥含量和残余内应力及变形不当造成结构尺寸的变化,避免硬度超过HRC60,其将**降低渗碳淬火钢的可磨削性,尤忌超过HRC62。其次应减少轮齿预加工的错误,降低预制齿的齿面误差,避免预制齿后由于节圆的不当将位置误差传递到齿面误差。此外,在工艺编排上发现下述措施对磨削及裂纹产生的敏感性具有一定的降低作用,磨前进行喷丸处理的齿轮因高速喷丸能抵消残余内应力的作用有正面影响;热处理后自然时效时间相对较长的工件因其残余内应力的充分释放而有正面影响;磨前进行恒温处理特别是冬季气温较低的情况下更有正面影响。
销售尼尔斯磨齿机新报价, 在研磨过程中经常会出现的问题? 可能出现打齿现象,不要慌,首先修下砂轮片,砂轮要厚度均匀即可,也有可能摆臂松动,锯片松紧不一都可能会出现这些情况。 要根据具体情况调解各个调整杆,已达到更好的效果,另外多用进刀丝杆会有不错的效果哦! 以上就是卡帕小编给大家介绍的磨齿机的具体操作步骤,无锡卡帕主营产品有卡帕磨齿机,尼尔斯磨齿机,纳尔斯磨齿机等,如您有这方面的需求,欢迎您来电咨询本公司,联系方式:15852764742。
分析故障产生的原因 成型磨时砂轮及修整参数和工艺参数的选择不当极易导致磨削时产生大量热量,特别是当这些热量不能及时被磨粒和冷却液带走时,将在磨削区域产生超过回火温度的过热而形成回火或产生超过加热奥氏体的过热而形成淬火使金相组织及应力发生变化,导致磨削***和裂纹的产生。这**是产生磨削***和裂纹在磨齿工序的原因,还有很多其他原因需依靠在磨齿前注意热处理的影响和工艺编排,避免与轮齿精度相关工序的不当操作。
销售尼尔斯磨齿机新报价, 在购买我们设备时,我们已经帮广大客户调好的,客户只要根据自己的锯片选择导磨片以及锯片座与砂轮片之间的距离,其操作正常如下: 1、以上距离调好后,要将推抓与摆臂平衡,推抓和导磨片与砂轮片隔两指为宜。 2、其次打开电源,注意高速档位的变化,我们对齿时要慢为宜,将机头撤离杆放下以便对齿的稳定性。 3、调节推抓调整杆,将推抓与导磨片推动有力即可。 4、调解对齿调整杆,调整后前后角刚好磨到为宜。 5、根据需要调解齿深调整杆,来磨出锯片齿形。 6、倒角只要将机头上下移动150度,导磨片调2齿就可以满足了。
卡帕,KAPP,尼尔斯,耐尔斯,纳尔斯,NILES,KAPP-NILES是无锡卡帕数控科技有限公司今年新升级推出的,以上图片*供参考,请您拨打本页面或图片上的联系电话。卡帕供应,**进口数控装备的销售和服务,自动化生产线整包服务,24小时***售后服务
- 官方尼尔斯磨齿机销售价格 2022-05-12
- 尼尔斯磨齿机厂家实力雄厚 2022-05-04
- 官方尼尔斯磨齿机销售价格 2022-04-08
- 销售尼尔斯磨齿机销售电话 2022-04-06
- 正规尼尔斯磨齿机服务为先 2022-04-01
- 专业尼尔斯磨齿机信赖推荐 2022-04-01
- 正规尼尔斯磨齿机销售厂家 2021-05-04
- 进口尼尔斯磨齿机市场前景如何 2022-01-20
- 进口尼尔斯磨齿机销售电话 2022-01-14
- 尼尔斯磨齿机厂家实力雄厚 2022-01-14
- 进口尼尔斯磨齿机 2022-01-14
- 质量尼尔斯磨齿机信赖推荐 2021-12-09



