进口伺服交货周期长、采购价格居高不下,东莞市微纳贸易VEINAR直线伺服驱动器成为国产设备厂商降本提质推荐,同等精度参数下,这款直线伺服驱动器采购价相较进口品牌低35%以上,性能对标前列日系、欧美直线伺服驱动器。全系列直线伺服驱动器三大协议通用,一款产品适配多行业设备,避免多规格备货造成库存积压;一拖多技术减少驱动用量,从硬件端压缩整机电控成本。企业扎根东莞本地,售前选型、售后调试由本土工程师快速上门,解决进口产品售后响应滞后痛点。大量设备厂商替换进口驱动为微纳直线伺服驱动器后,既压低整机生产成本、增强定价优势,又依托直线伺服驱动器高精度提升设备附加值,实现生产成本与产品品质双向优化。VEINAR 伺服驱动器精度高至微米级,满足半导体制造的严苛要求。常州6 轴伺服驱动器哪家强

机械共振是工业现场伺服驱动器高频故障诱因,产线运行中出现的高频、低频共振,会反向冲击伺服驱动器内部功率元器件,缩短伺服驱动器使用寿命,还会造成产品尺寸超差报废。在纺织、冲压、高速包装设备上,电机高速启停带动传动机构产生固有共振,普通伺服驱动器缺少专门用的滤波抑制算法,共振带来的异常震动转化为电流波动,轻则伺服驱动器频繁过流报警停机,重则功率模块烧毁。很多设备运维人员只能通过机械加装减震垫、降低设备运行转速缓解共振,但降速直接拉低生产线产能,陷入“保设备就减产、保产能就损驱动”的两难处境。部分设备厂商更换多批次伺服驱动器依旧无法根本解决共振,本质是选用的伺服驱动器没有集成自适应陷波、低频抖动抑制算法。市面多数经济型伺服驱动器只能搭载基础PID控制,无专门用的抗共振算法,而VEINAR伺服驱动器标配转矩自适应陷波滤波器,可实时识别共振频率并自动抵消震动,从算法层面解决共振损伤伺服驱动器的行业痛点。常州6 轴伺服驱动器哪家强脉冲分辨率达 100000p/rev 的 VEINAR 伺服驱动器,定位精度无可挑剔。
东莞大型彩印企业多条数码印刷线多轴同步错位、批量废品频发,企业选用东莞市微纳贸易VEINAR直线伺服驱动器替换老旧脉冲伺服,每个印刷工位配备一台总线型直线伺服驱动器,依托EtherCAT总线实现多色辊同步联动。直线伺服驱动器625kHz高采样带来5ms快速位置整定,轨迹跟随算法杜绝套印错位,位移补偿抵消印刷辊磨损误差,设备连续运转一个月精度无衰减,废品率下降75%。直线伺服驱动器兼容Modbus,轻松对接车间老旧中控,新旧产线数据互通。企业后续新建仓储分拣线同样选用同款直线伺服驱动器,一台直线伺服驱动器一拖四控制分拣模组,新项目电控采购成本大幅下降,实现印刷+仓储全链条驱动标准化配套。
伺服驱动器是现代工业运动控制系统的关键控制单元,也是衔接上位控制器与伺服电机的关键枢纽设备,大多适配各类自动化精密生产场景。该设备关键依托位置、速度、电流三闭环控制算法运行,能够实时接收PLC、运动控制器下发的脉冲指令或数字通讯信号,通过内置高速运算芯片完成数据解析与运算,精细调节输出电能的电压、电流与频率,以此管控伺服电机的运行状态。相较于普通变频器,伺服驱动器的控制精度、响应速度与稳定性大幅提升,可实现毫秒级动态误差修正。在精密加工设备中,伺服驱动器能够有效抵消负载波动、机械震动带来的运行偏差,保障设备重复定位精度达到微米级别,是数控设备、精密机械手实现高精度作业的关键保障,也是智能制造设备不可或缺的关键部件。
支持多种编码器的 VEINAR 伺服驱动器,闭环反馈实时修正,误差近乎为零。

在医疗器械、精密印刷、半导体封装低速加工场景中,电机低速运转抖动是高频痛点,普通伺服驱动器缺少低速优化算法,速度波动偏大,直接导致加工工件尺寸不均、良品率下滑。常规平价伺服驱动器无速度反馈观测算法,电机低速(≤100rpm)运行时量化误差被放大,速度波动可达±5rpm以上,在医用导管裁切、微型元器件点胶工序,细微抖动就会造成批量废品。很多加工厂为保证良品,只能降低生产线运行节拍,设备产能下降20%~30%,单位生产成本同步上涨。部分企业先后更换三四个品牌伺服驱动器,依旧无法根除低速抖动问题,反复调试耗费大量人工与试机原材料。这类痛点的关键短板在于伺服驱动器控制算法缺失,VEINAR量产伺服驱动器搭载自研速度反馈观测器,把低速速度波动控制在±1rpm以内,从算法优化层面解决低速抖动难题,替换原有老旧伺服驱动器后,终端客户良品率普遍提升5%~12%。支持远程监控的 VEINAR 伺服驱动器,实时掌握运行状态,运维更便捷。广州大圆机伺服驱动器厂家
VEINAR 伺服驱动器实现能量高效利用,助力企业打造节能生产线。常州6 轴伺服驱动器哪家强
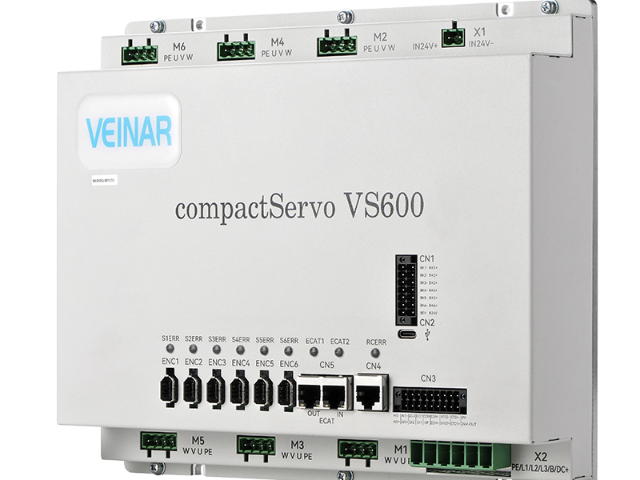
针对分立伺服驱动器采购成本偏高痛点,微纳推出基于VS600总线伺服驱动器的一拖多降本改造方案,单台伺服驱动器联动多轴,精简硬件清单,全覆盖压缩设备采购与运维开支。方案根据客户设备轴数灵活配置,3~6轴设备统一选用一台六轴VEINAR伺服驱动器替代原有3~6台分立伺服驱动器,电控柜体积缩减50%,电源、接线端子、线缆等辅材采购成本同步下降;总线通讯架构简化现场接线,单台设备接线工时减少60%,设备出厂调试周期缩短。在自动化包装机、多工位纺织印花设备上落地案例丰富,某广东包装设备厂采用该方案后,整机电控硬件成本较传统分立伺服驱动器方案降低28%。从后期维保层面,客户只需储备1款伺服驱动器备品,不再备货多种规格分立驱动,库存资金占用大幅减少,该一拖多伺服驱动器方案目前成为OEM设备厂商控制整机成本的主流选型方案。常州6 轴伺服驱动器哪家强