轮毂轴承是连接汽车车轮与车轴(或转向节)的**精密零部件,主要功能为承重和为轮毂的转动提供精确引导,需同时承受轴向与径向载荷 [7] [16] [20]。传统的汽车车轮用轴承是由两套圆锥滚子轴承或球轴承组合而成的,轴承的安装、涂油、密封以及游隙的调整都是在汽车生产线上进行的。这种结构使得其在汽车生产...
轮毂自动化生产线基本参数
- 品牌
- 哈工长隆
- 型号
- 齐全
轮毂自动化生产线企业商机
宝马于2025年12月19日获得一项新型防篡改螺丝**。该设计采用独特的异形凹槽结构,只有使用宝马官方授权的**工具才能正常拆装,普通通用工具如十字螺丝刀和六角扳手等无法操作。螺丝头部采用特殊几何形状,与市场上任何通用工具都不匹配,部分版本采用内梅花结构,通过对梅花齿形进行精确微调,形成每辆车***的防盗机制。同时还采用创新的逆向锁定原理,使螺丝在安装后形成自锁状态,进一步增加非法拆卸难度,当使用非**工具尝试拆卸时,反而会使螺丝更加紧固。 [2]这些螺丝主要用在车轮轮毂用于防盗、发动机关键部件如可变气门正时系统以及车身关键连接点等处。对于车主而言,新**意味着维修权限锁定在宝马授权经销商体系内,不便自行更换备胎。 [2]自动化生产线通常从原材料的处理开始,包括铝合金或钢材的切割、成型等。庐江本地轮毂自动化生产线修理

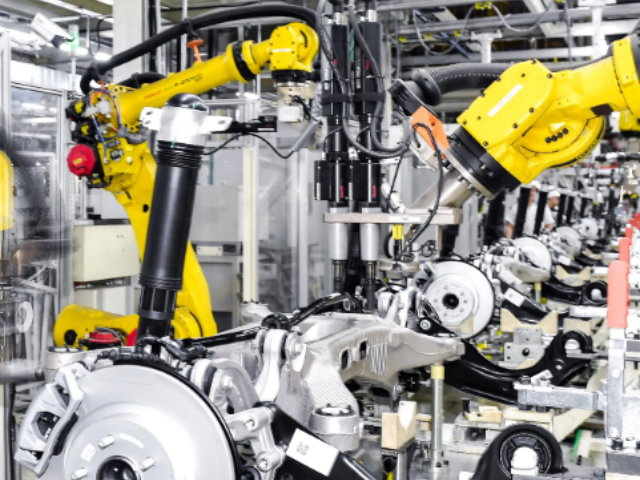
宽度轮毂宽度又俗称为J值,轮毂的宽度直接影响到轮胎的选择,同样尺寸的轮胎,J值不同,选择的轮胎扁平比和宽度也就不同。 [1]PCD与孔位PCD的专业名称叫节圆直径,是指轮毂**的固定螺栓间的直径,一般的轮毂大多孔位是5颗螺栓和4颗螺栓,而螺栓的距离却也各有不同,所以我们经常可以听到4X103,5X114.3,5X112这样的叫法,以5X114.3为例,就**这颗轮毂的PCD是114.3mm,孔位5颗螺栓。在选择轮毂的时候,PCD是**重要的参数之一,为了安全和稳定性的考虑,比较好还是选择PCD与原车一致的轮毂来进行升级改造。 [1]庐阳区附近轮毂自动化生产线市价这种生产线通常集成了多种先进技术,以提高生产效率、降低人工成本、确保产品质量。

2、没有正确选择合适的轮毂轮毂对于提升外观的作用比较明显,但是在选择轮毂的时候,每一个细节都要有所顾及,轮毂的各项参数都会影响到轮毂和车辆的使用,PCD值不正确可能会无法正常安装,ET值不*影响到安装和使用,而且也许会影响到日后的升级改装,例如原厂车是单活塞刹车系统,日后车主打算将其升级至多活塞刹车系统,ET值和轮毂尺寸过小都会影响到正常安装,这样在升级刹车系统的时候,又要二次消费去更换或升级轮毂。 [1]3、不正确安装轮毂很多黑心商家在提供改装轮毂的时候,根本不会提示车主中心孔直径的尺寸,如果这个尺寸比原厂尺寸小,自然无法安装,但如果比原厂尺寸大又没有采取比较措施的话,就会造成车辆行驶的时候出现不同心的情况,造成车辆的异响和抖动,严重的情况下会直接影响到车辆的安全性。
那么有了刮痕如何修补?修补的具体步骤有六步:第一步,检查伤痕,如没有伤至轮毂内侧,可以简单地修补好,使用油漆稀释液,擦拭伤痕周围,去除脏污;第二步,刮伤**深的部分很难去除脏污可用牙签将它彻底弄干净;第三步:为了防止误将无关的部分涂上油漆仔细地将胶纸贴在伤痕的周围;第四步,整理好毛笔尖,涂上修饰漆。第五步,涂装后,待完全干燥后用耐水纸蘸上肥皂水涂抹,使表面平滑;第六步,用耐水纸擦过后,用混合剂擦出光亮,然后再打上蜡。若遇到较深的伤痕,重点是观察金属面是否露出,如果看不见金属面就不会生锈,可以专心地涂上修饰漆。用笔尖一点一点地点上去,然后等漆完全干燥。旋压技术使轮毂减重20%,性能提高20%,节约铝矿资源,减少汽车能耗。

第二代轮毂轴承(HUB Ⅱ)约于1980年出现 [14],在一代轴承的基础上集成了轮毂 [11]。其减少了装配部件,采用固定螺母和法兰,安装更为便捷 [13]。相对于一代轴承,装配时省去了压入轮毂的步骤,但还需要与转向节进行过盈配合的装配,装配精度只比一代轴承略高一点,性能仍有提升空间 [11]。第三代轮毂轴承(HUB Ⅲ)约于1987年出现 [14],实现了全集成单元设计 [12]。其内圈上集成了轮毂,外圈上集成了连接转向节的法兰,与转向节可通过螺栓进行连接,装配精度**提高 [11]。第三代轴承在第二代基础上,集成了ABS轮速传感器 [20],采用模块化设计 [12]。由于所有尺寸全部在供应商处精确控制,性能表现较为突出,成本稍高,已成为市场主流产品 [11] [13]。通过数控机床对铸造或锻造后的轮毂进行精密加工,包括车削、铣削、钻孔等,以达到所需的尺寸和表面光洁度。瑶海区质量轮毂自动化生产线市价
通过这些自动化技术,轮毂生产线能够实现高效、稳定的生产,满足市场对高质量轮毂的需求。庐江本地轮毂自动化生产线修理
为实现高精度和可靠性,制造工艺不断演进,包括内圈与轮毂的热压嵌合工艺、滚道的超精研磨(表面粗糙度 Ra≤0.2μm)、配合DLC类金刚石涂层使摩擦系数降低40%,以及采用全流程自动化装配和AI视觉检测滚道缺陷等关键技术 [12]。针对新能源汽车,出现了集成化轮毂轴承单元**技术,例如一种分布式驱动新能源汽车集成化轮毂轴承单元,解决了内置ABS传感器不便维护、检修或更换的问题 [19]。轮毂轴承在设计时需考查强度、刚度、拖滞力矩、寿命及密封性等要点。判断轴承是否损坏可通过旋转车轮检测卡滞和异响,若ABS故障灯常亮也可能是轴承的磁极发生了损坏 [11]。庐江本地轮毂自动化生产线修理
合肥哈工长隆智能装备科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在安徽省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来 哈工长隆供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与轮毂自动化生产线相关的文章
庐阳区定制轮毂自动化生产线市价
- 合肥一体化轮毂自动化生产线市价 2026-06-20
- 肥东安装轮毂自动化生产线直销价 2026-06-20
- 瑶海区附近轮毂自动化生产线工厂直销 2026-06-20
- 长丰附近轮毂自动化生产线联系人 2026-06-19
- 巢湖定制轮毂自动化生产线按需定制 2026-06-19
- 肥东质量轮毂自动化生产线工厂直销 2026-06-19
- 庐阳区一体化轮毂自动化生产线服务热线 2026-06-19
- 合肥整套轮毂自动化生产线工厂直销 2026-06-19
- 蜀山区整套轮毂自动化生产线市价 2026-06-19
- 合肥本地轮毂自动化生产线直销价 2026-06-19
- 瑶海区质量轮毂自动化生产线维保 2026-06-19
- 安徽通用轮毂自动化生产线工厂直销 2026-06-19
与轮毂自动化生产线相关的产品
与轮毂自动化生产线相关的新闻
-
肥西通用轮毂自动化生产线直销价 2026-06-18 06:10:37轮毂又叫轮圈。根据不同车型的特征和需求,轮毂表面处理工艺也会采取不同的方式,大致可分为烤漆和电镀两种。普通车型的轮毂在外观上考虑的较少,散热性好是一项基本要求,工艺上基本采用烤漆处理,即先喷涂然后电烤,成本比较经济而且颜色靓丽、保持时间长久,即使车辆报废了,轮毂的颜色依旧不变。很多大众车型轮毂表面处...
-
肥西本地轮毂自动化生产线按需定制 2026-06-18 00:23:493.低压精密铸造法 在0.1Mpa的低压下精密铸造,这种铸造方式的成形性好,轮廓清晰,密度均匀,表面光洁,既能达到**度、轻量化,又能控制成本,而且成品率在九成以上,是***铝合金轮毂的主流制造方法。 [1]一颗轮毂包括了很多参数,而且每一个参数都会影响到车辆的使用,所以在改装和保养轮毂之前,先要确...
-
庐阳区本地轮毂自动化生产线保养 2026-06-18 00:23:49三距这意味着挑选的时候不能随心所欲挑自己喜爱的外形,还要听从技师的建议考虑这三距是否合适。 [1]形状结构复杂、密集的轮毂的确很美观,显得有档次,但很容易在洗车的时候被拒洗或是多收钱,因为它洗起来太麻烦。简约的轮毂反而动感十足,干净利落。当然如果您不怕麻烦,倒也无妨。 时下深入人心的的铝合金轮毂,与...
-
合肥通用轮毂自动化生产线量大从优 2026-06-18 09:10:36通过加强型链板或双轨输送结构,承重能力提升至1.5吨/米,满足重型商用车需求。新能源汽车轮毂电机装配轮毂电机自动装配线集成高精度视觉检测、伺服电动压机、动平衡校正等技术,实现定转子气隙均匀性控制、轴承压装精度闭环控制等**工艺,确保电机性能稳定。四、未来趋势:智能化与可持续化的深度融合AI与大数据驱...
与轮毂自动化生产线相关的问题
新闻资讯
产品推荐
-

长丰定制机器人喷涂系统市价
2026-06-19 -

长丰附近轮毂自动化生产线联系人
2026-06-19 -
巢湖定制轮毂自动化生产线按需定制
2026-06-19 -
肥东质量轮毂自动化生产线工厂直销
2026-06-19 -
庐阳区一体化轮毂自动化生产线服务热线
2026-06-19 -
合肥整套轮毂自动化生产线工厂直销
2026-06-19 -
蜀山区整套轮毂自动化生产线市价
2026-06-19 -

庐江整套机器人喷涂系统保养
2026-06-19 -
合肥质量机器人喷涂系统服务热线
2026-06-19