2、当轮毂上沾有难***的柏油时,如果一般的清洁剂无济于事,可用刷子试着***,在此,向私家车主们介绍一种***柏油的偏方:即选用药用“活络油”涂擦,可获得意想不到的效果,不妨一试。3、车辆所在地方若潮湿时,轮毂应勤清洗,以免盐分对铝表面的腐蚀。4、必要时清洁干净后,可对轮毂进行打蜡保养,使其光泽永...
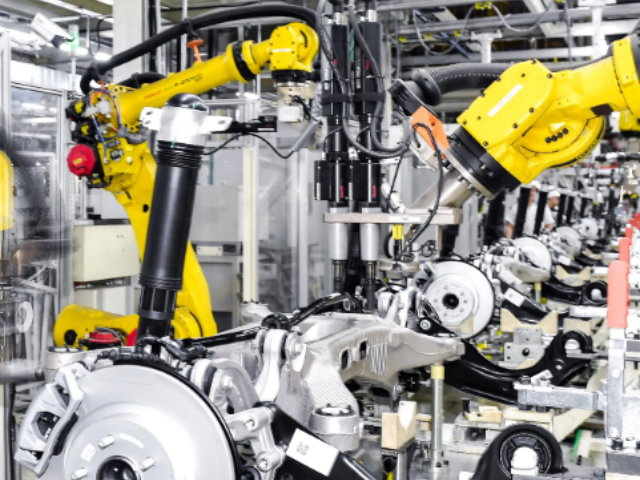
轮毂自动化生产线基本参数
- 品牌
- 哈工长隆
- 型号
- 齐全
轮毂自动化生产线企业商机
2、没有正确选择合适的轮毂轮毂对于提升外观的作用比较明显,但是在选择轮毂的时候,每一个细节都要有所顾及,轮毂的各项参数都会影响到轮毂和车辆的使用,PCD值不正确可能会无法正常安装,ET值不*影响到安装和使用,而且也许会影响到日后的升级改装,例如原厂车是单活塞刹车系统,日后车主打算将其升级至多活塞刹车系统,ET值和轮毂尺寸过小都会影响到正常安装,这样在升级刹车系统的时候,又要二次消费去更换或升级轮毂。 [1]3、不正确安装轮毂很多黑心商家在提供改装轮毂的时候,根本不会提示车主中心孔直径的尺寸,如果这个尺寸比原厂尺寸小,自然无法安装,但如果比原厂尺寸大又没有采取比较措施的话,就会造成车辆行驶的时候出现不同心的情况,造成车辆的异响和抖动,严重的情况下会直接影响到车辆的安全性。对生产出的轮毂进行严格的质量检测,包括尺寸检测、强度测试和外观检查,确保产品符合标准。庐江通用轮毂自动化生产线服务热线

如果实在喜欢你看上的轮毂,又恰巧没有合适的中心孔尺寸,如果尺寸过小,可以进行扩孔,而尺寸过大的话,可以选择一些厂家提供的中心孔套环来进行矫正。 [1]4、觉得轮毂越大越好有人认为,改装大尺寸轮毂就叫升级,也有人认为,大尺寸轮毂比较有视觉冲击感,但是无论是视觉上还是性能方面还是选择适合自己车辆的轮毂尺寸为适中。在外观方面,过大尺寸的轮毂反而让人觉得脚重头轻,影响整体感觉。而在性能方面,更是需要一个平衡,大尺寸轮毂,就要配合轮胎的升级,要选择更大、更宽的轮胎,宽轮胎在提供更稳定的抓地力的同时,强大的摩擦力会让你的车起步提速很慢,而且油耗有明显提升,而且轮毂尺寸过大,其他参数不做调整的情况下,对于车辆的转向也是有很大的影响,每一台车的轮毂尺寸都有一个极限,如果一味的追求尺寸,那么性能和操控方面就要付出很大的**。庐阳区整套轮毂自动化生产线量大从优配备高精度车床、铣床、磨床,实现轮毂基本形状塑造与表面光洁度控制,定位误差≤±0.05mm。

第二代轮毂轴承(HUB Ⅱ)约于1980年出现 [14],在一代轴承的基础上集成了轮毂 [11]。其减少了装配部件,采用固定螺母和法兰,安装更为便捷 [13]。相对于一代轴承,装配时省去了压入轮毂的步骤,但还需要与转向节进行过盈配合的装配,装配精度只比一代轴承略高一点,性能仍有提升空间 [11]。第三代轮毂轴承(HUB Ⅲ)约于1987年出现 [14],实现了全集成单元设计 [12]。其内圈上集成了轮毂,外圈上集成了连接转向节的法兰,与转向节可通过螺栓进行连接,装配精度**提高 [11]。第三代轴承在第二代基础上,集成了ABS轮速传感器 [20],采用模块化设计 [12]。由于所有尺寸全部在供应商处精确控制,性能表现较为突出,成本稍高,已成为市场主流产品 [11] [13]。
德玛铣削机床采用双臂骑跨式设计,主轴箱重量从1吨减至200公斤,节材率达80%,主轴转速提升至17000转/分钟,工效提高十余倍。三、应用场景:覆盖全产业链的多元化需求乘用车轮毂生产适用于16-22英寸不同规格轮毂的柔性化生产,通过快速换型夹具实现产线兼容,换型时间≤15分钟。集成碳纤维轮毂输送技术,采用防静电输送带和柔性夹具,避免**电动车型材料损伤。商用车轮毂生产采用高承载链板输送线(承重可达1吨/米),适配大尺寸轮毂稳定输送。旋压技术使轮毂减重20%,性能提高20%,节约铝矿资源,减少汽车能耗。

铝合金轮毂的制造方法有三种:重力铸造、锻造、低压精密铸造。1.重力铸造法 利用重力把铝合金溶液浇注到模具内,成形后经车床处理打磨,即可完成生产。制造过程较简单,不需精密的铸造工艺,成本低而生产效率高,但是容易产生气泡(砂眼),密度不均匀,表面平滑度不够。吉利有相当一部车型配用的就是这种方法生产的轮毂,主要是早期生产的车型,新车型多已换用新款的轮毂。2.锻造法 整块铝锭由千吨的压力机在模具上直接挤压成型,好处是密度均匀,表面平滑细致,轮毂壁薄而重量轻,材料强度比较高,比铸造方法高三成以上,但由于需要较精良的生产设备,而且成品率只有五到六成,制造成本较高通过退火、淬火、回火等工艺消除残余应力,增强轮毂硬度与韧性,满足车辆行驶中的力学需求。巢湖定制轮毂自动化生产线维保
铸造通常涉及将熔化的金属倒入模具中,而锻造则是通过压力将金属塑造成所需形状。庐江通用轮毂自动化生产线服务热线
中隆科技日均产能达800个轮毂,订单排至数月后,产品销往全球30多个国家和地区。产品质量精益求精德玛“四维制造”技术通过力对冲与平衡原理,降低振幅75%,减少能耗80%,提高刚性度4倍、精度4个几何级,轮毂表面精度达11级,无需打磨可直接喷涂。全流程数据追溯系统通过RFID标签或二维码绑定生产信息,实现从原材料到成品的全生命周期管理,满足**客户审计需求。成本控制与绿色制造旋压技术使轮毂减重20%,性能提高20%,节约铝矿资源,减少汽车能耗。庐江通用轮毂自动化生产线服务热线
合肥哈工长隆智能装备科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同 哈工长隆供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
与轮毂自动化生产线相关的文章
瑶海区常见轮毂自动化生产线维保
- 包河区定制轮毂自动化生产线量大从优 2026-06-21
- 长丰安装轮毂自动化生产线服务热线 2026-06-21
- 瑶海区常见轮毂自动化生产线直销价 2026-06-21
- 包河区附近轮毂自动化生产线修理 2026-06-21
- 庐阳区定制轮毂自动化生产线市价 2026-06-20
- 合肥一体化轮毂自动化生产线市价 2026-06-20
- 肥东安装轮毂自动化生产线直销价 2026-06-20
- 蜀山区一体化轮毂自动化生产线工厂直销 2026-06-20
- 长丰常见轮毂自动化生产线工厂直销 2026-06-20
- 肥西质量轮毂自动化生产线修理 2026-06-20
- 肥东一体化轮毂自动化生产线直销价 2026-06-20
- 瑶海区附近轮毂自动化生产线工厂直销 2026-06-20
与轮毂自动化生产线相关的产品
与轮毂自动化生产线相关的新闻
-
合肥整套轮毂自动化生产线工厂直销 2026-06-19 06:10:16轮毂轴承的技术迭代始终围绕“集成化、智能化、轻量化”主线,从***代到第三代的进化并非简单的结构优化,而是从单一机械组件向机电一体化系统的本质跨越 [12]。***代轮毂轴承为分离式结构,轴承与轮毂为**部件,通过螺栓连接,装配工序复杂且需调整轴向游隙。第二代轮毂轴承实现了半集成结构,轴承内圈与轮毂...
-
蜀山区整套轮毂自动化生产线市价 2026-06-19 14:09:59旋压技术:对轮辋部分进行旋转冲压,使金属分子排列更紧密,强度提升的同时减重10%-15%,适用于**轻量化轮毂生产。铸造工艺:低压铸造技术通过恒定压力灌注金属液,良品率达98%以上,适合大批量标准化生产。机械加工与热处理数控加工中心:配备高精度车床、铣床、磨床,实现轮毂基本形状塑造与表面光洁度控制,...
-
合肥本地轮毂自动化生产线直销价 2026-06-19 15:09:52不仅如此,从性价比角度着想,同样式同材质的轮毂,尺寸越大价格越大,而对应的轮胎的尺寸也需要相应提升,价格也会随之水涨船高 [1]养护方法铝合金轮毂以其美观大方、安全舒适等特点博得了越来多私家车主的青睐。几乎所有的新车型都采用了铝合金轮毂,并且很多车主朋友也将原来车上用的钢圈轮毂换成铝合金轮毂。在这里...
-
瑶海区质量轮毂自动化生产线维保 2026-06-19 05:10:506、对轮毂轴承单元,不要企图拆开轮毂轴承或调整轮毂单元的密封圈,否则会使密封圈受损导致水或灰尘的进入。甚至密封圈和内圈的滚道都受到损坏,造成轴承的长久失效。7、装有ABS装置轴承的密封圈内有一个磁性推力环,这种推力环不能受到碰撞、冲击或者与其他的磁场相碰撞。在安装前从包装盒中取出,让它们远离磁场,如...
与轮毂自动化生产线相关的问题
新闻资讯
产品推荐
-

肥东质量机器人喷涂系统工厂直销
2026-06-20 -

蜀山区安装机器人喷涂系统联系人
2026-06-20 -
庐阳区附近机器人喷涂系统量大从优
2026-06-20 -

合肥安装机器人喷涂系统服务热线
2026-06-20 -
蜀山区一体化轮毂自动化生产线工厂直销
2026-06-20 -

蜀山区常见机器人喷涂系统修理
2026-06-20 -
长丰本地机器人喷涂系统直销价
2026-06-20 -

长丰常见轮毂自动化生产线工厂直销
2026-06-20 -
瑶海区常见机器人喷涂系统拆装
2026-06-20