2、当轮毂上沾有难***的柏油时,如果一般的清洁剂无济于事,可用刷子试着***,在此,向私家车主们介绍一种***柏油的偏方:即选用药用“活络油”涂擦,可获得意想不到的效果,不妨一试。3、车辆所在地方若潮湿时,轮毂应勤清洗,以免盐分对铝表面的腐蚀。4、必要时清洁干净后,可对轮毂进行打蜡保养,使其光泽永...
轮毂自动化生产线基本参数
- 品牌
- 哈工长隆
- 型号
- 齐全
轮毂自动化生产线企业商机
在轮毂轴承的使用和安装中请您注意如下事项:1、为了比较大限度的确保安全和可靠性,建议您不管车龄多长都要经常检查轮毂轴承——注意轴承是否有磨损的早期预警信号:包括任何转动时的摩擦噪音或悬挂组合轮在转弯时不正常的减速。对后轮驱动的车辆建议在车辆行驶到38000公里是应对前轮毂轴承进行润滑。当更换刹车系统时,检查轴承并更换油封。2、如听到轮毂轴承部位发出的杂音,首先,重要的是找到杂音发生的位置。有许多可能产生杂音的运动部件,也可能是一些转动件与不转动件发生了接触。如果确认是轴承中的噪音,轴承可能已损坏,需要更换通过这些自动化技术,轮毂生产线能够实现高效、稳定的生产,满足市场对高质量轮毂的需求。包河区本地轮毂自动化生产线保养

铝合金轮毂的制造方法有三种:重力铸造、锻造、低压精密铸造。1.重力铸造法 利用重力把铝合金溶液浇注到模具内,成形后经车床处理打磨,即可完成生产。制造过程较简单,不需精密的铸造工艺,成本低而生产效率高,但是容易产生气泡(砂眼),密度不均匀,表面平滑度不够。吉利有相当一部车型配用的就是这种方法生产的轮毂,主要是早期生产的车型,新车型多已换用新款的轮毂。2.锻造法 整块铝锭由千吨的压力机在模具上直接挤压成型,好处是密度均匀,表面平滑细致,轮毂壁薄而重量轻,材料强度比较高,比铸造方法高三成以上,但由于需要较精良的生产设备,而且成品率只有五到六成,制造成本较高蜀山区质量轮毂自动化生产线直销价低压铸造技术通过恒定压力灌注金属液,良品率达98%以上,适合大批量标准化生产。
6、对轮毂轴承单元,不要企图拆开轮毂轴承或调整轮毂单元的密封圈,否则会使密封圈受损导致水或灰尘的进入。甚至密封圈和内圈的滚道都受到损坏,造成轴承的长久失效。7、装有ABS装置轴承的密封圈内有一个磁性推力环,这种推力环不能受到碰撞、冲击或者与其他的磁场相碰撞。在安装前从包装盒中取出,让它们远离磁场,如使用的电动机或电动工具等。安装这些轴承时,通过路况测试观察仪表盘上ABS警报针,来改变轴承的操作。8、装有ABS磁力推力环的轮毂轴承,为了确定推力环装在哪一边,可以用一个轻小的东西*近轴承的边缘,轴承产生的磁力就会吸引住它。安装时将带磁性推力环的一边指向里面,正对ABS的敏感元件。注意:不正确的安装可能导致刹车系统的功能失效。
它将两套轴承做为一体,具有组装性能好、可省略游隙调整、重量轻、结构紧凑、载荷容量大、为密封轴承可事先装入润滑脂、省略外部轮毂密封及免于维修等优点,已***用于轿车中,在载重汽车中也有逐步扩大应用的趋势 [1]。轮毂轴承单元是在标准角接触球轴承和圆锥滚子轴承的基础上发展起来的,它将两套轴承做为一体 [1],其结构从传统双轴承组合演变为集成化轮毂单元 [8]。***代轮毂轴承(HUB Ⅰ)约于1978年出现 [14],以双列角接触球轴承和圆锥滚子轴承为主 [13]。其结构简单,主要由内圈、外圈和钢球组成。由于一代轴承与转向节和轮毂相互独立,在线装配时,需要将轴承内圈压装到轮毂上,将轴承外圈压装到转向节内,装配工艺复杂,对设备和工艺控制要求较高,且安装后性能偏差较大,总体性能偏低,产量已逐年下降 [11]。通过加强型链板或双轨输送结构,承重能力提升至1.5吨/米,满足重型商用车需求。

轮毂轴承的技术迭代始终围绕“集成化、智能化、轻量化”主线,从***代到第三代的进化并非简单的结构优化,而是从单一机械组件向机电一体化系统的本质跨越 [12]。***代轮毂轴承为分离式结构,轴承与轮毂为**部件,通过螺栓连接,装配工序复杂且需调整轴向游隙。第二代轮毂轴承实现了半集成结构,轴承内圈与轮毂法兰盘一体化成型,并集成了ABS齿圈以提供转速信号。第三代轮毂轴承为全集成单元,实现了轴承、轮毂、传感器的三位一体,内置霍尔式或磁电式传感器可直接输出数字信号,支持胎压监测(TPMS)、车身动态稳定(ESP)等系统的数据交互,成为智能底盘的关键信号节点 [12]。使用自动化检测设备,如激光测量仪、视觉检测系统等,对轮毂进行实时质量监控,确保产品符合标准。安徽常见轮毂自动化生产线直销价
采用高承载链板输送线(承重可达1吨/米),适配大尺寸轮毂稳定输送。包河区本地轮毂自动化生产线保养
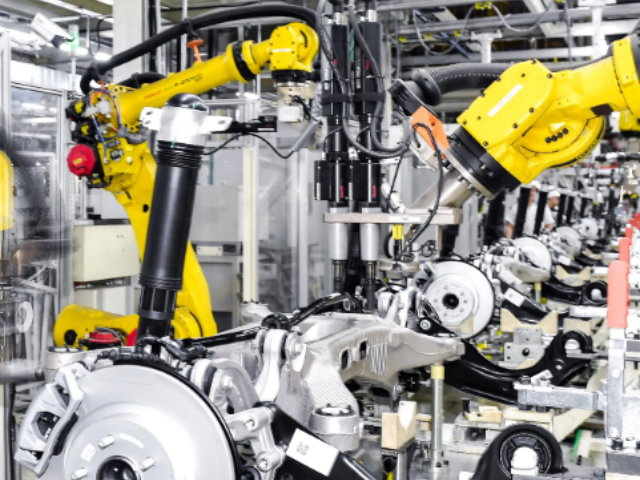
轮毂自动化生产线是指用于生产汽车轮毂的自动化设备和工艺流程。这种生产线通常集成了多种先进技术,以提高生产效率、降低人工成本、确保产品质量。以下是轮毂自动化生产线的一些关键组成部分和特点:原材料处理:自动化生产线通常从原材料的处理开始,包括铝合金或钢材的切割、成型等。铸造或锻造:根据轮毂的设计要求,采用铸造或锻造工艺。铸造通常涉及将熔化的金属倒入模具中,而锻造则是通过压力将金属塑造成所需形状。CNC加工:使用计算机数控(CNC)机床进行精密加工,以确保轮毂的尺寸和形状符合设计要求。包河区本地轮毂自动化生产线保养
合肥哈工长隆智能装备科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同 哈工长隆供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
与轮毂自动化生产线相关的文章

瑶海区常见轮毂自动化生产线维保
- 包河区定制轮毂自动化生产线量大从优 2026-06-21
- 包河区一体化轮毂自动化生产线服务热线 2026-06-21
- 安徽整套轮毂自动化生产线量大从优 2026-06-21
- 巢湖整套轮毂自动化生产线服务热线 2026-06-21
- 安徽安装轮毂自动化生产线量大从优 2026-06-21
- 长丰安装轮毂自动化生产线服务热线 2026-06-21
- 长丰整套轮毂自动化生产线保养 2026-06-21
- 合肥本地轮毂自动化生产线量大从优 2026-06-21
- 瑶海区常见轮毂自动化生产线直销价 2026-06-21
- 长丰定制轮毂自动化生产线量大从优 2026-06-21
- 瑶海区安装轮毂自动化生产线市价 2026-06-21
- 包河区附近轮毂自动化生产线修理 2026-06-21
与轮毂自动化生产线相关的产品
与轮毂自动化生产线相关的新闻
-
长丰常见轮毂自动化生产线工厂直销 2026-06-20 11:09:58产品设计遵循集成化、轻量化趋势,从***代(分离式)、第二代(半集成)发展到第三代(全集成单元)。***代轮毂轴承(分离式结构)中轴承与轮毂为**部件,装配工序复杂,轴向游隙需通过垫片调整;第二代轮毂轴承(半集成结构)实现了轴承内圈与轮毂法兰盘一体化成型,并集成ABS齿圈;第三代轮毂轴承(全集成单元...
-
肥西质量轮毂自动化生产线修理 2026-06-20 14:09:39第二代是半集成式结构,在一代基础上集成了轮毂,外圈带有法兰盘,装配精度比一代略高,但性能仍有提升空间,适用于大众LT、起亚等车型 [11] [13] [17-18]。第三代是全集成单元,内圈集成轮毂,外圈集成连接转向节的法兰,并集成ABS传感器,装配精度高、性能好,成为主流,广泛应用于宝马、奔驰、奥...
-
肥东一体化轮毂自动化生产线直销价 2026-06-20 13:09:46旋压技术:对轮辋部分进行旋转冲压,使金属分子排列更紧密,强度提升的同时减重10%-15%,适用于**轻量化轮毂生产。铸造工艺:低压铸造技术通过恒定压力灌注金属液,良品率达98%以上,适合大批量标准化生产。机械加工与热处理数控加工中心:配备高精度车床、铣床、磨床,实现轮毂基本形状塑造与表面光洁度控制,...
-
瑶海区附近轮毂自动化生产线工厂直销 2026-06-20 08:10:23中心孔中心孔是用来与车辆固定连接的部分,就是轮毂中心与轮毂同心圆的位置, 这里的直径尺寸影响到我们安装轮毂是否可以确保轮圈几何中心可以和轮毂几何中心吻合(虽然轮毂变位器可以转换孔距,但这种改装存在风险,网友需谨慎试用)。 [1]挑选轮毂时要考虑三个因素。大小不要盲目加大轮毂。有人为改善汽车性能而加大...
与轮毂自动化生产线相关的问题
新闻资讯
产品推荐
-
长丰整套轮毂自动化生产线保养
2026-06-21 -
合肥本地轮毂自动化生产线量大从优
2026-06-21 -
瑶海区常见轮毂自动化生产线直销价
2026-06-21 -
长丰定制轮毂自动化生产线量大从优
2026-06-21 -

蜀山区安装机器人喷涂系统量大从优
2026-06-21 -

瑶海区定制机器人喷涂系统按需定制
2026-06-21 -

庐阳区本地机器人喷涂系统拆装
2026-06-21 -

瑶海区安装轮毂自动化生产线市价
2026-06-21 -
包河区附近轮毂自动化生产线修理
2026-06-21