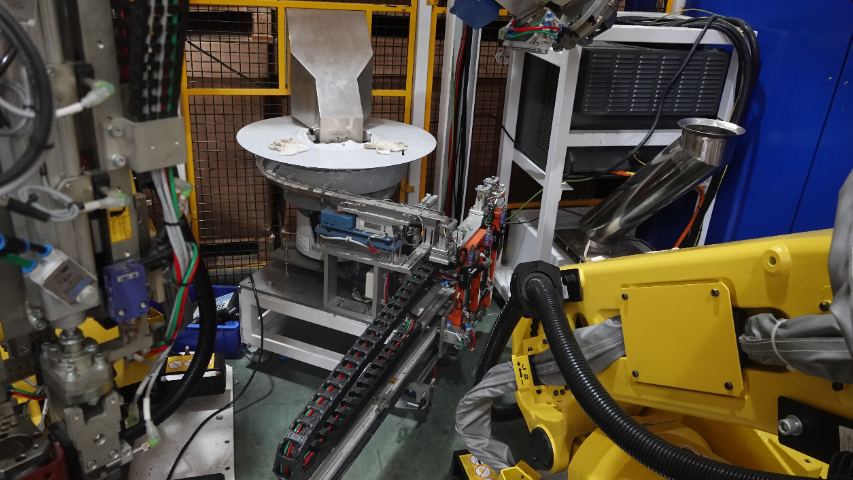
ST1 阶段的高可靠性定向供料单元是保障汽车油箱柔性生产线物料供给准确性的重要设备。该单元采用了精密的机械结构和先进的控制系统,能够根据加工需求,将所需的物料按照指定的方向和位置准确地供给到加工工位。在供料过程中,单元能够实时对物料的状态进行验证,包括物料的型号、尺寸、完整性等,一旦发现不合格的物料,会立即将其剔除,避免进入加工环节。高可靠性的运行确保了物料供给的连续性和准确性,为实现零差错生产提供了有力保障。MES 追溯功能助力质量问题准确定位与原因排查。深圳多功能汽车油箱生产线工艺
全线数据实时同步至数据库为汽车油箱柔性生产线的数据分析和决策支持提供了数据基础。生产线的各个设备、传感器和检测系统会将实时采集的生产数据,如加工参数、设备状态、检测结果、生产数量等,通过工业以太网传输至数据库中。数据库采用高效的数据存储和管理技术,确保海量数据的安全存储和快速访问。实时同步的数据使得管理人员能够随时掌握生产线的实时运行状态,通过数据分析工具可以发现生产过程中的潜在问题、瓶颈环节和优化空间。例如,通过分析各工位的加工时间数据,可以找出生产节拍的薄弱环节并进行优化;通过分析质量检测数据,可以识别质量波动的原因并采取针对性措施。深圳多功能汽车油箱生产线工艺ST2 同步移栽技术 3 秒内将油箱传送至待加工点位。
ST4 阶段的共用热摸方式在降低设备成本的同时,也简化了生产管理流程。传统生产线为不同型号的油箱配备不同的热摸设备,不仅增加了设备投资和占地面积,还需要复杂的设备管理和维护流程。共用热摸方式通过巧妙的机械设计和参数调节,使同一套热摸设备能够适应不同型号油箱的加工需求,减少了热摸设备的数量。这不仅降低了设备采购和维护成本,还减少了设备更换和存储的管理工作量。同时,共用热摸方式使得换型过程中无需进行热摸设备的更换,只需要通过参数调整即可完成,很大程度上缩短了换型时间,提高了生产管理的效率和生产线的柔性。
汽车油箱柔性生产线的全自动换型系统是实现多品种、小批量生产的关键技术支撑。该系统集成了先进的机器人控制技术、传感器技术和软件算法,能够在接到换型指令后,自动完成机器人末端执行器的更换、加工参数的调整、物料供给的切换等一系列操作。对于多达六款型号的油箱,系统能够在 30 秒内完成全流程的无人切换,整个过程无需人工干预。在换型过程中,系统会自动验证各环节的正确性,确保换型后的设备状态和参数设置符合新型号油箱的加工要求。这种快速换型能力,使得生产线能够灵活应对市场对不同型号油箱的需求变化,提高了生产的柔性和市场响应速度。泵口温度在线监测实时把控加工关键参数,稳定质量。
HMI 界面的参数灵活调节功能为汽车油箱柔性生产线适应不同生产需求提供了便利。操作人员可以通过 HMI 界面直观地调整各工位的加工参数,如 ST1 阶段的开孔速度、力度,ST2 和 ST3 阶段的焊接电流、电压、速度,ST4 阶段的检测标准等。参数调节界面设计人性化,提供了参数范围限制、默认参数推荐等功能,防止误操作导致的参数设置错误。当需要切换生产型号时,操作人员可以通过 HMI 调用预设的参数模板,快速完成参数调整,缩短了换型时间;在生产过程中发现质量波动时,也可以通过实时调节相关参数进行工艺优化,确保生产质量的稳定性。这种灵活的参数调节能力,增强了生产线的适应性和可控性。ST4 智能检测系统自动分拣良品 / 不良品并完成装箱。深圳多功能汽车油箱生产线工艺
ST1 供料单元实时验证物料状态,源头把控质量。深圳多功能汽车油箱生产线工艺
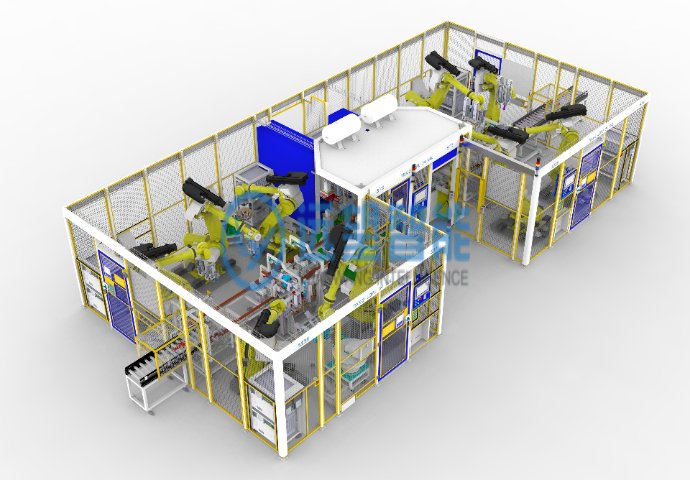
三套人机交互界面(HMI)在汽车油箱柔性生产线中扮演着重要的角色,为操作人员和管理人员提供了便捷、直观的操作和监控手段。这些界面允许参数进行灵活调节,操作人员可以根据不同型号油箱的加工需求,以及生产过程中的实际情况,对机器人的运行参数、加工参数等进行实时调整,确保生产线始终处于稳定的运行状态。同时,HMI 界面能够清晰地显示设备的运行状态,包括各工位的工作进度、设备的故障信息、生产数量等,使管理人员能够一目了然地掌握生产线的整体情况,及时发现和解决生产过程中出现的问题,提高生产管理的效率和准确性。深圳多功能汽车油箱生产线工艺