自动插管功能在操作过程中会实时监测插管力和插管深度,并将相关数据通过自动扫码关联至产品档案。在管路插管过程中,力传感器会记录插管过程中的平均阻力等数据,位移传感器会记录实际插管深度。这些数据会在插管完成后,通过自动扫码获取的油箱标识信息,实时上传至生产管理系统,与该油箱的产品档案进行关联存储。通过对这些数据的分析,管理人员可以了解不同批次管路和接口的装配难度,评估管路和接口的制造质量。若某一批次管路的插管阻力普遍偏大,可能说明该批次管路的尺寸精度存在问题;若某一工位的插管深度波动较大,可能提示该工位的设备需要进行校准。这种基于实际装配数据的分析和反馈,为生产过程的持续改进提供了有力依据,有助于不断优化产品设计和生产工艺。远望装配流水线具有泵阀装配及管路装配,可大幅提升生产效率。深圳输送装配流水线价格

电性能测试过程中,设备会对测试数据进行实时分析,并结合视觉检测结果进行综合质量判断。电性能测试系统在完成各项参数检测后,会将测试数据与预设的合格范围进行比对,初步判断电子部件的电性能是否合格。同时,系统会调取视觉检测系统对电子部件外观和装配位置的检测结果,如检查传感器的安装是否歪斜、接线端子是否有损伤等。若电性能测试数据合格,但视觉检测发现电子部件存在外观缺陷或装配位置偏差,系统会综合判断该油箱为不合格品,因为外观缺陷或装配偏差可能会在后续使用中导致电性能故障。反之,若电性能测试数据异常,但视觉检测未发现明显外观问题,系统会提示可能存在内部故障,需要进一步排查。这种多维度的综合判断机制,避免了单一检测方式可能存在的误判,提高了质量判断的准确性。扬州plc装配流水线嵌环锁紧完成自动检测,确认安装到位。

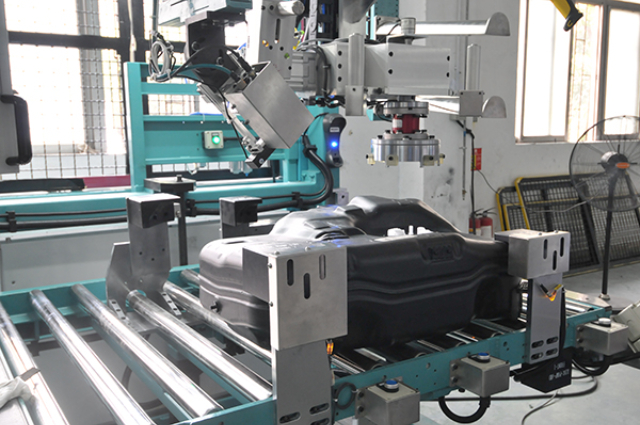
汽车油箱装配流水线的自动翻转定位功能在管路装配中发挥着重要作用,能够适应不同管路布局的装配需求。不同车型的油箱管路布局存在差异,部分管路需要在油箱的侧面、底部等不同位置进行装配,这就要求油箱能够在装配过程中调整至合适的姿态。自动翻转定位装置通过可编程的控制程序,能够根据不同车型的管路装配需求,预设相应的翻转角度和定位参数。当切换车型生产时,只需在控制系统中调用对应的程序,设备便能自动完成翻转机构的参数调整。在管路装配过程中,对于需要在油箱底部进行的管路连接,翻转机构会将油箱翻转 180 度,使底部朝上,便于机械臂进行操作;对于侧面的管路接口,翻转机构会将油箱倾斜至 45 度角,为机械臂提供足够的操作空间。这种灵活的姿态调整能力,使流水线能够快速适应多品种、小批量的生产需求,很大程度上缩短了车型切换的准备时间。
视觉检测系统在汽车油箱装配流水线中采用多相机协同工作模式,确保对油箱装配质量的完全覆盖。由于油箱的结构复杂,存在多个装配面和隐蔽部位,单相机难以实现整体检测。视觉检测工位配备有多个高分辨率工业相机,分别从顶部、底部、侧面等不同角度对油箱进行拍摄,每个相机负责特定区域的检测任务。例如,顶部相机主要检测泵阀、传感器等顶部部件的装配情况;底部相机重点检测底部管路接口和焊接缝的质量;侧面相机则负责检测侧面管路的走向和固定情况。各相机拍摄的图像数据会被传输至中心图像处理单元,进行统一的分析和处理。系统会对各相机的检测结果进行汇总,形成完整的质量检测报告。这种多相机协同检测模式,消除了检测盲区,确保了对油箱各个关键部位装配质量的整体监控,提高了质量检测的覆盖率和可靠性。自动插管力度可调,适应不同管路材质需求。
自动翻转定位功能的伺服驱动系统具备高精度的位置控制能力,为油箱装配过程中的复杂动作提供了稳定可靠的动力支持。该系统采用进口高精度伺服电机和行星齿轮减速器,通过脉冲控制方式实现对翻转角度的精确控制,控制分辨率可达 0.001 度。伺服驱动系统配备有完善的闭环反馈机制,通过XXXXXXXXXXXXXXXXXXXXXXXXX值编码器实时采集翻转机构的实际位置,并将其与指令位置进行比较,形成位置闭环控制。当翻转机构受到外部负载扰动导致位置偏差时,伺服系统会迅速调整输出扭矩,纠正位置偏差,确保翻转角度的准确性。同时,伺服系统还具备过载保护、过温保护等功能,当翻转过程中出现负载过大或电机温度过高时,会自动停止运行并发出报警信号,防止设备损坏。这种高精度、高可靠性的伺服驱动系统,是自动翻转定位功能实现准确操作的关键保障。气密性测试不合格品自动分拣,防止流入下道。中山大型装配流水线回收
流水线工序衔接流畅,实现油箱装配自动化生产。深圳输送装配流水线价格
自动嵌环锁紧设备的压力控制系统采用 PID 调节算法,实现了锁紧力的准确控制和稳定输出。PID 调节算法能够根据锁紧过程中的压力偏差实时调整控制量,使锁紧力快速稳定在预设值。在嵌环锁紧开始阶段,系统会以较快的速度增加锁紧力,缩短达到目标压力的时间;当锁紧力接近目标值时,系统会减小压力增加速度,避免出现超调现象;在保压阶段,系统会根据压力的微小波动进行精细调节,确保锁紧力保持稳定。PID 参数(比例系数、积分时间、微分时间)可以根据不同规格嵌环的特性进行优化设置,并存储在系统数据库中,当更换嵌环规格时,系统会自动调用对应的 PID 参数。这种准确的压力控制技术,使嵌环锁紧力的控制精度达到 ±3% 以内,确保了嵌环锁紧质量的一致性和可靠性。深圳输送装配流水线价格