自动插管功能在操作过程中会实时监测插管力和插管深度,并将相关数据通过自动扫码关联至产品档案。在管路插管过程中,力传感器会记录插管过程中的平均阻力等数据,位移传感器会记录实际插管深度。这些数据会在插管完成后,通过自动扫码获取的油箱标识信息,实时上传至生产管理系统,与该油箱的产品档案进行关联存储。通过对这些数据的分析,管理人员可以了解不同批次管路和接口的装配难度,评估管路和接口的制造质量。若某一批次管路的插管阻力普遍偏大,可能说明该批次管路的尺寸精度存在问题;若某一工位的插管深度波动较大,可能提示该工位的设备需要进行校准。这种基于实际装配数据的分析和反馈,为生产过程的持续改进提供了有力依据,有助于不断优化产品设计和生产工艺。流水线模块化设计,便于功能扩展与维护。中山plc装配流水线源头厂家

自动嵌环锁紧设备的压力控制系统采用 PID 调节算法,实现了锁紧力的准确控制和稳定输出。PID 调节算法能够根据锁紧过程中的压力偏差实时调整控制量,使锁紧力快速稳定在预设值。在嵌环锁紧开始阶段,系统会以较快的速度增加锁紧力,缩短达到目标压力的时间;当锁紧力接近目标值时,系统会减小压力增加速度,避免出现超调现象;在保压阶段,系统会根据压力的微小波动进行精细调节,确保锁紧力保持稳定。PID 参数(比例系数、积分时间、微分时间)可以根据不同规格嵌环的特性进行优化设置,并存储在系统数据库中,当更换嵌环规格时,系统会自动调用对应的 PID 参数。这种准确的压力控制技术,使嵌环锁紧力的控制精度达到 ±3% 以内,确保了嵌环锁紧质量的一致性和可靠性。苏州绿色环保装配流水线扫码数据实时上传,构建产品质量追溯体系。

在汽车油箱装配流水线中,自动翻转定位功能与视觉检测功能的协同工作,实现了装配过程的准确定位与质量监控。当油箱壳体被输送至某一装配工位需要调整姿态时,自动翻转定位装置会根据预设程序将油箱翻转至指定角度,此时视觉检测系统会立即对翻转后的油箱位置进行确认。视觉相机拍摄油箱上的定位标记,通过图像处理算法计算出实际位置与理论位置的偏差,并将偏差数据反馈给翻转定位控制系统。控制系统根据反馈数据驱动翻转机构进行微调,直至油箱位置偏差在允许范围内(通常不超过 ±0.1mm)。在后续的装配过程中,视觉系统会持续监测油箱的位置变化,若因外部因素导致油箱发生微小位移,会及时通知翻转定位装置进行补正。这种实时的定位反馈与调整机制,确保了整个装配过程中油箱始终处于准确的装配位置,为各部件的高质量装配提供了可靠保障。
自动插管设备的管路导向机构采用耐磨材料和自润滑设计,延长了设备的使用寿命并减少了维护需求。管路导向机构在插管过程中与管路直接接触,引导管路准确进入接口,长期使用容易因摩擦导致磨损。为了解决这一问题,导向机构的接触表面采用特殊耐磨陶瓷材料制造,该材料具有极高的硬度和耐磨性,能够有效抵抗管路摩擦造成的损耗。同时,在导向机构的设计中集成了自润滑结构,通过在材料内部添加固体润滑剂或设置微量供油通道,使导向机构在工作过程中能够自动形成润滑膜,降低摩擦系数。这种耐磨和自润滑设计,使导向机构的使用寿命延长了 3 倍以上,减少了设备的停机维护时间,降低了生产成本。扫码识别产品型号,自动调用对应装配程序。
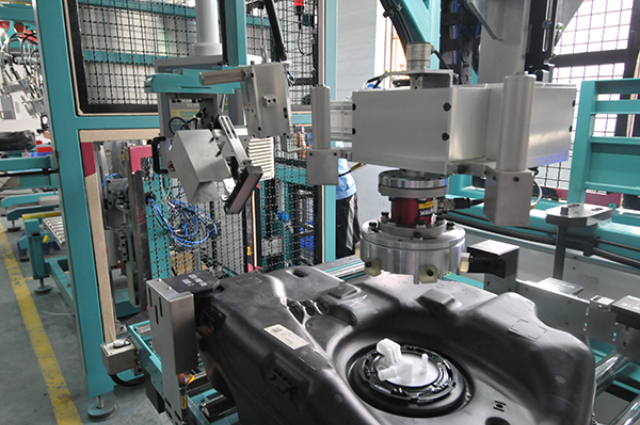
汽车油箱装配流水线的自动翻转定位功能在管路装配中发挥着重要作用,能够适应不同管路布局的装配需求。不同车型的油箱管路布局存在差异,部分管路需要在油箱的侧面、底部等不同位置进行装配,这就要求油箱能够在装配过程中调整至合适的姿态。自动翻转定位装置通过可编程的控制程序,能够根据不同车型的管路装配需求,预设相应的翻转角度和定位参数。当切换车型生产时,只需在控制系统中调用对应的程序,设备便能自动完成翻转机构的参数调整。在管路装配过程中,对于需要在油箱底部进行的管路连接,翻转机构会将油箱翻转 180 度,使底部朝上,便于机械臂进行操作;对于侧面的管路接口,翻转机构会将油箱倾斜至 45 度角,为机械臂提供足够的操作空间。这种灵活的姿态调整能力,使流水线能够快速适应多品种、小批量的生产需求,很大程度上缩短了车型切换的准备时间。管路装配防缠绕设计,确保管路布局合理。中山plc装配流水线源头厂家
自动嵌环锁紧装置实现部件牢固连接,保障装配质量。中山plc装配流水线源头厂家
气密性测试工位的充气系统采用精密流量控制技术,确保测试压力的稳定和准确调节。充气系统由空气压缩机、干燥过滤器、精密减压阀、流量控制器等组成。空气压缩机提供的压缩空气首先经过干燥过滤器去除水分和杂质,保证测试介质的洁净度。精密减压阀将压缩空气压力调节至略高于测试所需的压力值,为后续的精确控制提供基础。流量控制器采用电子式质量流量控制器,能够精确控制充气过程中的气体流量,使油箱内的压力按照预设的曲线缓慢上升至测试压力值,避免因压力上升过快导致油箱壳体变形或接口密封面受损。当油箱内压力达到预设值后,流量控制器会自动关闭,进入保压阶段。在整个充气和保压过程中,压力传感器会实时监测压力变化,确保压力控制精度在 ±0.5kPa 以内。这种精密的流量和压力控制技术,保证了气密性测试结果的准确性和可靠性。中山plc装配流水线源头厂家