全自动油管焊接机的声光报警系统及时传递设备状态信息,便于操作人员快速响应。设备配备多级报警机制:绿色指示灯常亮表示正常运行;黄色灯闪烁伴随间歇蜂鸣表示预警(如物料不足、参数接近阈值);红色灯闪烁伴随持续蜂鸣表示故障(如焊接失败、测试不合格)。报警信息同步显示在操作界面,明确提示报警原因与处理建议。对于关键故障,系统自动发送报警信息至管理人员手机。声光报警系统使操作人员能在 3 秒内识别设备状态,故障响应时间缩短至 1 分钟以内,减少因延误处理导致的生产损失。紧急停止系统为突发危险提供安全保障。中山汽车油管焊接机源头厂家

气密性测试的多压力段控制技术提升了全自动油管焊接机的泄漏检测精度,可识别不同程度的泄漏缺陷。设备采用分段保压测试法:先以 0.3MPa 低压检测大泄漏(如未焊接到位),保压 1 秒;再升至工作压力(0.8 - 1.2MPa)检测微泄漏,保压 4 秒;之后降至 0.5MPa 检测密封件回弹性能,保压 1 秒。每个压力段设置单独的压力阈值,通过差压传感器精确测量压力变化,可检测泄漏率可达 0.001Pa・m³/s。多压力段控制避免了单一压力测试可能出现的误判,如低压段可快速剔除严重泄漏品,高压段准确检测微小缺陷,提升了测试准确性与效率。该技术特别适用于对密封性要求极高的制动油管、燃油油管等安全零部件检测。绿色环保油管焊接机应用范围设备达成 24 秒 / 件稳定节拍,满足批量生产需求。

全自动油管焊接机的远程监控与运维功能为设备管理提供了便利,降低了技术支持成本。设备内置物联网模块,可通过 4G 或以太网将运行数据实时上传至云端平台,管理人员通过电脑或手机远程查看设备状态:生产数量、合格率、故障报警、能耗数据等信息一目了然。当设备出现复杂故障时,技术人员可通过远程桌面功能接入设备控制系统,查看程序参数、监控运行轨迹,协助现场人员排查问题,80% 的技术问题可通过远程支持解决。远程功能还支持程序远程更新与参数优化,无需技术人员现场服务,既降低了服务成本,又缩短了问题解决时间,保障了生产连续性。
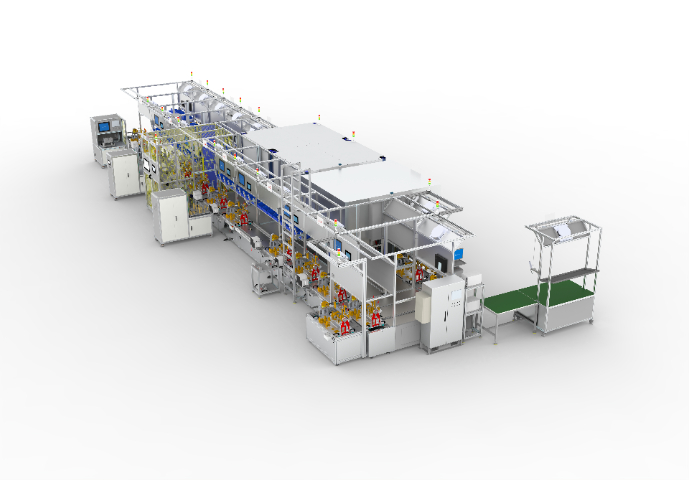
循环线结构为全自动油管焊接机构建了连续化生产的硬件基础,确保各工序有序衔接与高效流转。循环线采用闭环式倍速链输送系统,总长约 15 米,设置 12 个工位对应不同加工步骤,输送速度可在 0.5 - 2m/min 范围内无级调节。油管工装托盘通过链条驱动沿循环线移动,每个托盘配备定位销与夹紧装置,确保油管在移动过程中位置偏差≤0.1mm。循环线与机器人、检测设备通过传感器实现信号联动:当托盘到达工位时,传感器触发工位设备启动;完成加工后,设备反馈信号至循环线控制系统,驱动托盘进入下一工序。这种自动化流转模式消除了人工搬运的等待时间,使各工序形成连续生产流,单日(24 小时)理论产能可达 3600 件,大幅提升了油管批量生产效率。全流程防错设计降低油管生产质量风险。

全自动油管焊接机的节能设计降低了长期运行成本,符合绿色生产理念。设备采用变频驱动技术,机器人、输送电机等在非工作状态下自动切换至低速模式,能耗降低 30%;焊接电源采用中频逆变技术,功率因数达 0.95 以上,电能利用率明显提升。气源系统配备节能型真空发生器与压力传感器,根据工序需求自动调节气压,避免持续高压供气的能源浪费。通过优化循环线运行逻辑,非生产时段自动进入休眠状态,只保留必要控制电路供电。按每天运行 20 小时计算,单台设备每年可节约电费约 1.5 万元,同时减少设备发热,延长冷却系统使用寿命,降低维护成本。视觉定位系统补偿误差,提升油管加工精度。绿色环保油管焊接机应用范围
模块化设计使设备功能拓展与换型更便捷。中山汽车油管焊接机源头厂家
倍速链循环进料系统的耐磨导向设计减少了托盘输送过程中的摩擦阻力与磨损,提升系统可靠性。链条两侧设置超高分子量聚乙烯导向条,摩擦系数只有0.08,远低于金属间摩擦;托盘底部安装耐磨尼龙滚轮,与导向条接触运行,噪音低且磨损小。导向条采用分段式设计,局部磨损后可单独更换,降低维护成本;定期自动润滑系统按运行里程定量加注润滑脂,保持导向面润滑良好。耐磨导向设计使倍速链的使用寿命延长至 5 年以上,托盘输送阻力减少 30%,驱动电机能耗降低 15%,提升了系统运行经济性。中山汽车油管焊接机源头厂家