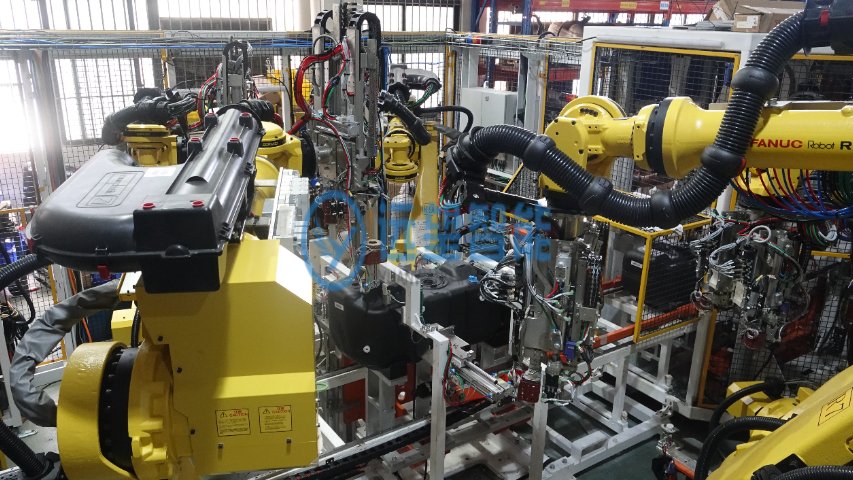
ST3 阶段是汽车油箱柔性生产线中焊接加工的关键环节,其先进的技术配置确保了焊接的高质量和稳定性。焊接机器人搭配六轴机器人智能分中系统,具备强大的自适应调节能力,能够根据实际情况自动调节焊接路径与参数,实现焊接基准的自标定与动态补偿。这一功能有效应对了生产过程中可能出现的各种偏差,保证了焊接位置的准确性和一致性。同时,该阶段还实现了同步在线过程监测,能够实时监控焊接过程中的各项参数,如电流、电压、温度等,一旦发现异常情况,可及时发出警报并采取相应措施,避免不合格产品的产生。通过优化节拍,ST3 阶段进一步提高了生产效率,使得整个生产线的运作更加流畅高效。MES 系统对油箱生产全生命周期进行追溯。苏州新能源汽车油箱生产线生产厂家
设备三重安全防护措施的层级防护设计,为汽车油箱柔性生产线构建了安全屏障。安全光栅作为首先的一道防线,安装在各工位的危险区域边界,形成无形的红外防护网,一旦有人或物体闯入,立即触发设备停机;安全门作为第二道防线,采用机械联锁装置,只有在安全门关闭且锁定的情况下,设备才能启动运行,开门时设备立即停止,防止人员在设备运行时进入危险区域;警示灯作为第三道防线,通过红、黄、绿三种颜色分别指示设备的故障、预警和正常运行状态,时刻提醒操作人员注意设备状态,及时处理异常情况。这种层级防护设计,层层递进,相互补充,确保了在不同情况下都能有效保障人员和设备的安全。北京多功能汽车油箱生产线种类ST3 在线监测数据为焊接工艺优化提供数据支撑。
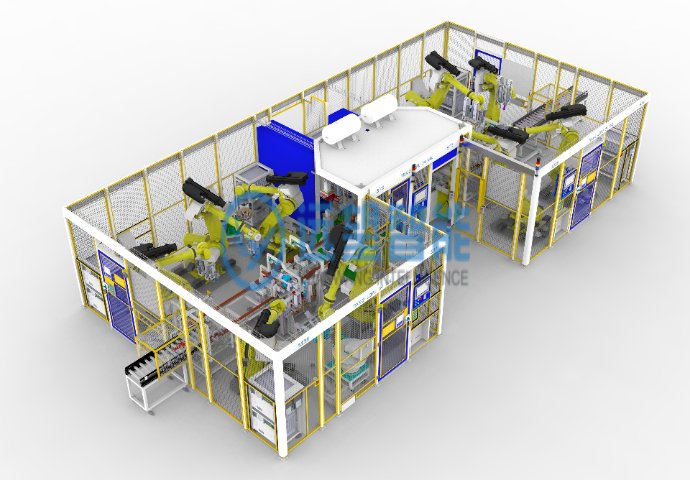
全线的自动化设备与智能系统的集成应用,使汽车油箱柔性生产线实现了少人化生产,降低了人工成本和人为误差。从入口的扫码识别、智能物流输送,到各工位的机器人加工、检测,再到之后的分拣装箱,整个生产过程大部分环节实现了自动化操作,只需要在 ST4 阶段需要少量人工辅助上料。自动化生产减少了对人工的依赖,降低了人工成本;同时,机器设备的准确操作和智能系统的实时监控,避免了人工操作可能出现的疲劳、疏忽等导致的误差,提高了产品质量的一致性和稳定性。少人化生产还使得生产环境更加可控,减少了人为因素对生产过程的干扰,为生产线的高效、稳定运行创造了有利条件。
三套人机交互界面(HMI)的合理布局与功能分工,为汽车油箱柔性生产线的操作和管理提供了便捷、高效的平台。三套 HMI 分别部署在生产线的入口区域、控制室和关键工位附近,各自承担不同的功能:入口区域的 HMI 主要用于型号识别参数设置、物流系统监控等;控制室的 HMI 则实现对全线生产状态的集中监控、数据统计分析和生产计划调度;关键工位的 HMI 供现场操作人员进行参数调整、故障处理和手动操作。这种布局和分工使得操作人员和管理人员能够在合适的位置获取所需信息和进行操作,避免了信息集中带来的操作拥堵,提高了生产管理的效率。同时,统一的界面设计风格确保了操作的一致性和易用性。三套 HMI 界面实现参数灵活调节与设备状态可视化。
ST4 阶段机器人搭配的高精度 3D 视觉系统,为汽车油箱柔性生产线的操作提供了强大的技术支持。该视觉系统采用先进的光学成像技术和图像处理算法,能够实时对油箱的位置、形状等进行三维扫描和定位,定位精度达到亚毫米级。在智能检测过程中,3D 视觉系统能够准确识别油箱的各项特征,如焊接缝的位置、尺寸精度等,为检测系统提供准确的参考数据;在分拣和装箱过程中,它能够实时引导机器人的动作,确保机器人能够准确地抓取油箱并放置到正确的位置。高精度的实时定位能力,不仅提高了检测和分拣的准确性,还减少了机器人操作的误差,为 ST4 阶段的高速、高效运作提供了可靠保障。防碰撞系统实时规划轨迹,平衡机器人效率与安全。北京多功能汽车油箱生产线种类
ST3 焊接机器人搭配六轴智能分中系统实现自动定位。苏州新能源汽车油箱生产线生产厂家
汽车油箱柔性生产线的全自动换型系统是实现多品种、小批量生产的关键技术支撑。该系统集成了先进的机器人控制技术、传感器技术和软件算法,能够在接到换型指令后,自动完成机器人末端执行器的更换、加工参数的调整、物料供给的切换等一系列操作。对于多达六款型号的油箱,系统能够在 30 秒内完成全流程的无人切换,整个过程无需人工干预。在换型过程中,系统会自动验证各环节的正确性,确保换型后的设备状态和参数设置符合新型号油箱的加工要求。这种快速换型能力,使得生产线能够灵活应对市场对不同型号油箱的需求变化,提高了生产的柔性和市场响应速度。苏州新能源汽车油箱生产线生产厂家