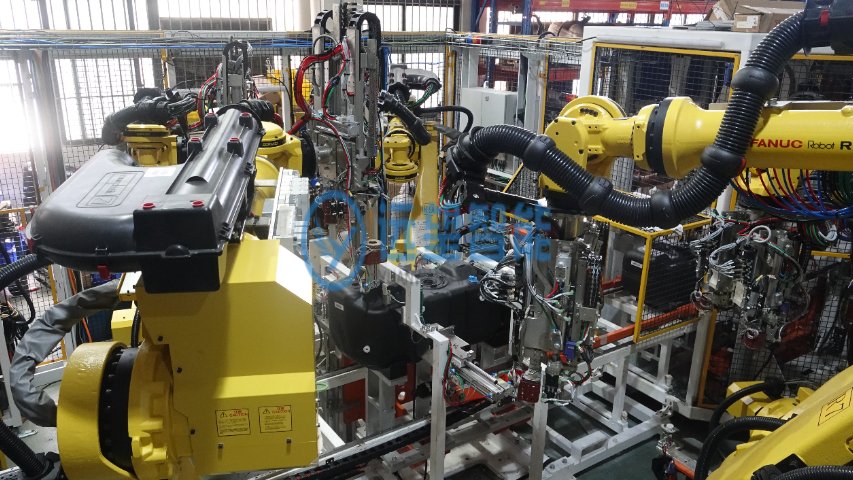
泵口温度在线监测功能与各工位加工过程的联动控制,是汽车油箱柔性生产线保证加工质量的重要闭环控制手段。在线监测系统实时采集泵口温度数据,并将数据反馈给生产线的控制系统。当温度数据超出预设范围时,控制系统会立即向相关工位发出调整指令。在 ST1 阶段的开孔加工中,若泵口温度过高,系统会控制机器人降低开孔速度或暂停加工,待温度恢复正常后再继续;在 ST2 和 ST3 阶段的焊接过程中,温度异常时系统会调整焊接电流、电压等参数,确保焊接质量不受温度影响。这种实时监测与联动控制的模式,形成了一个动态的质量控制闭环,有效避免了因温度问题导致的加工缺陷,提高了产品的质量稳定性。ST4 机器人共用热摸与智能快换实现版本秒级切换。中山检测汽车油箱生产线24小时服务
三套人机交互界面(HMI)在汽车油箱柔性生产线中扮演着重要的角色,为操作人员和管理人员提供了便捷、直观的操作和监控手段。这些界面允许参数进行灵活调节,操作人员可以根据不同型号油箱的加工需求,以及生产过程中的实际情况,对机器人的运行参数、加工参数等进行实时调整,确保生产线始终处于稳定的运行状态。同时,HMI 界面能够清晰地显示设备的运行状态,包括各工位的工作进度、设备的故障信息、生产数量等,使管理人员能够一目了然地掌握生产线的整体情况,及时发现和解决生产过程中出现的问题,提高生产管理的效率和准确性。北京直销汽车油箱生产线厂家新能源汽车燃油箱焊接打孔通过四工位柔性生产线高效完成。

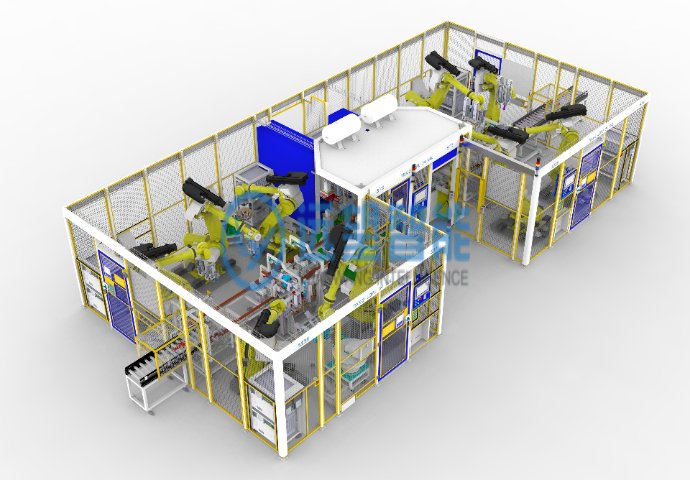
设备三重安全防护措施为汽车油箱柔性生产线的高效生产保驾护航,体现了生产线在安全管理方面的严谨性。安全光栅能够形成一道无形的防护屏障,当有人或物体进入危险区域时,光栅会立即检测到并发出信号,使设备停止运行,防止人员受伤和设备损坏。安全门则对危险区域进行了物理隔离,只有在设备停止运行且安全门关闭的情况下,生产才能正常进行,有效避免了人员误入危险区域。警示灯则通过不同的颜色和闪烁方式,向操作人员和管理人员传递设备的运行状态和故障信息,提醒相关人员注意安全。这三重安全防护措施相互配合,形成了一个安全防护体系,确保了生产过程中的人员安全和设备安全。
ST3 阶段的节拍优化与前后工序的产能平衡,是汽车油箱柔性生产线实现整体高效运行的重要保障。节拍优化不仅关注 ST3 阶段自身的焊接效率提升,还充分考虑与 ST2 阶段的输出节奏和 ST4 阶段的接收能力相匹配。通过分析 ST2 阶段油箱的传送间隔和 ST4 阶段的检测处理速度,确定 ST3 阶段的焊接节拍,避免出现油箱在 ST3 阶段积压或 ST4 阶段待料的情况。例如,若 ST2 阶段每 30 秒传送一件油箱,ST4 阶段每 60 秒处理一件,则 ST3 阶段通过优化焊接顺序和机器人动作,确保在 30 秒内完成一件油箱的焊接,使三件油箱形成一个批次进入 ST4 阶段,实现各工位之间的产能平衡。这种整体优化的节拍设计,提高了生产线的整体利用率,避免了局部效率瓶颈影响整体产出。生产线机器人全自动换型系统支持六款型号 30 秒内无人切换。
ST4 阶段的人工辅助上料与智能检测系统的信息交互,提高了异常处理的效率和准确性。当人工辅助上料过程中发现油箱存在明显外观缺陷或异常时,操作人员可以通过工位旁的 HMI 界面记录异常信息并上传至智能检测系统;智能检测系统在对该油箱进行检测时,会重点关注操作人员标记的异常区域,进行更细致的检测和分析。同时,智能检测系统发现的检测结果也会实时反馈给操作人员,若检测结果与操作人员标记的异常一致,系统会自动归类处理;若存在差异,会提示操作人员进行复核。这种信息交互机制,实现了人工经验与自动化检测的优势互补,提高了异常识别的准确性和处理效率,减少了不合格品的流出风险。泵口温度在线监测实时把控加工关键参数,稳定质量。广州高效率汽车油箱生产线售后服务
生产线通过精益优化实现效率提升与成本降低。中山检测汽车油箱生产线24小时服务
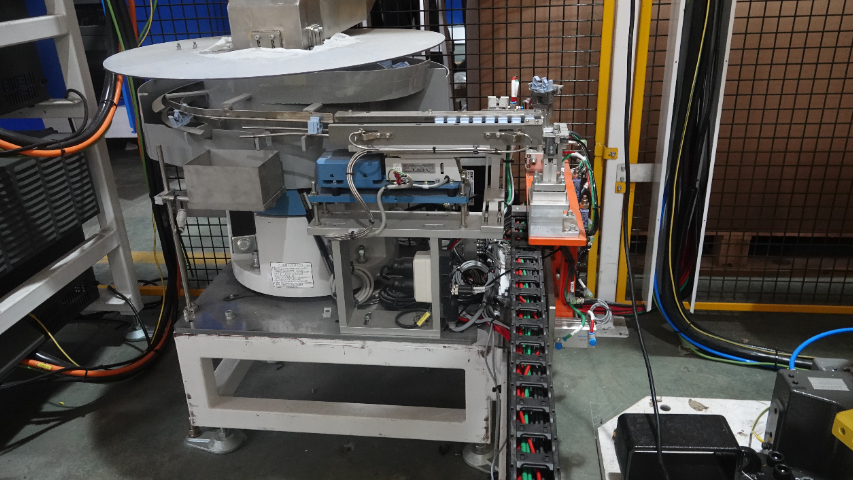
ST1 阶段的高可靠性定向供料单元采用的物料状态实时验证技术,是实现生产零差错的重要保障。该单元通过视觉检测、尺寸测量等多种手段,对供给的物料进行状态验证:检查物料的型号是否与当前加工的油箱匹配,尺寸是否在合格范围内,外观是否存在损伤、变形等缺陷。验证过程在物料供给的同时实时进行,一旦发现不合格物料,单元会立即启动剔除机制,将不合格物料送入废料箱,并向控制系统发出警报,提示操作人员补充合格物料。这种实时验证和快速响应的机制,确保了只有合格的物料才能进入加工环节,从源头避免了因物料问题导致的加工缺陷和生产浪费,实现了生产过程的零差错目标。中山检测汽车油箱生产线24小时服务