
- 品牌
- 上海立锐 浦锐力
- 型号
- 立锐
- 类型
- 金刚石砂轮修整工具金刚石电镀磨头等
- 材质
- 聚晶金刚石,金刚石,工具钢
- 适用行业
- 耐火材料加工,金属加工
- 结合剂
- 金属
- 生产工艺
- 烧结,电镀
随着制造业对精度和效率要求的不断提升,各国磨床修磨技术呈现出智能化发展趋势。德国的磨床如联合磨削的 STUDER S131R,搭载 AI 算法优化磨削路径,实现无人化连续生产;中国的磨床如上海机床厂的 MK1632A,支持远程运维和传感器数据采集,可实时监控磨削状态并优化工艺参数;日本的磨床如 Disco 的晶圆切割用金刚石刀轮,采用物联网技术实现远程监控和智能调度。这种智能化发展趋势使得磨床能够更加高效、精确地进行砂轮修整,提高生产效率和产品质量。全自动金刚石磨具修整机集成 AI 算法,可实时监测磨削状态并自动调整修整参数,减少人工干预。甘肃国产金刚石磨具厂家电话
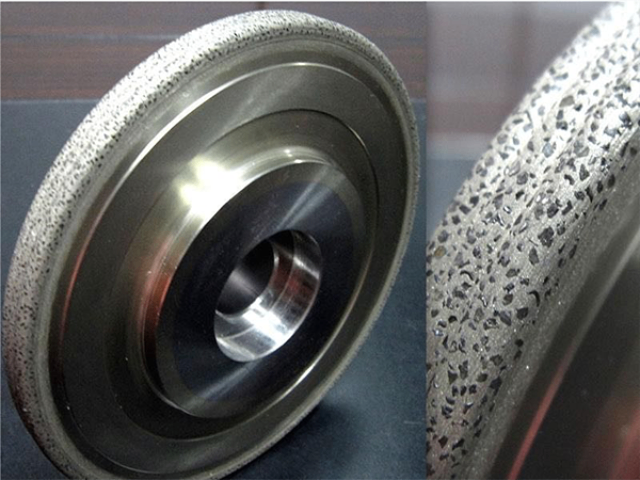
金刚石磨具
医用骨科植入物、心脏支架等精密器械对加工洁净度要求极高,金刚石磨具为此打造了医疗级生产标准:在万级洁净车间内,磨具经过 12 道超声波清洗工序,表面残留杂质≤0.1μm(相当于一粒灰尘的 1/100),并通过离子色谱仪检测确保无金属离子残留。抛光钛合金人工关节时,采用去离子水作为冷却液,避免传统磨削液中的矿物质污染工件表面。终交付的关节假体,表面粗糙度 Ra≤0.02μm,达到镜面级光洁度,不仅符合 ISO13485 医疗设备质量管理体系,更通过细胞毒性测试,确保与人体组织的相容性。从手术刀的锋利刃口到人工的精密表面,它用洁净工艺守护着医疗器械的安全底线,为人类健康保驾护航。四川磨具金刚石磨具工厂直销高温合金涡轮叶片磨削中,金刚石磨具通过电解修整保持型面精度,确保叶片气动性能。
在航空航天叶片加工的高温战场(磨削区温度可达 500℃以上),普通砂轮的树脂结合剂会因高温软化失效,导致磨粒脱落和加工精度骤降。金刚石磨具的陶瓷结合剂却能在 800℃环境中保持稳定,其特殊配方的氧化铝 - 二氧化硅基体,不仅具备优异的热传导性,更能通过微裂纹自愈合机制抵抗高温应力。磨削钛合金叶片时,它以 0.002mm 的单次进给量逐层加工,实时监测系统显示磨削区温度波动不超过 ±20℃,终交付的叶片型面精度达到 ±0.005mm,表面粗糙度 Ra≤0.2μm,完全满足航空发动机 1200℃高温试车的严苛要求。从 C919 大飞机的钛合金机翼肋板到火箭发动机的高温合金喷嘴,它用稳定的性能守护大国重器的每一道加工工序,让高温环境下的精密制造成为可能。
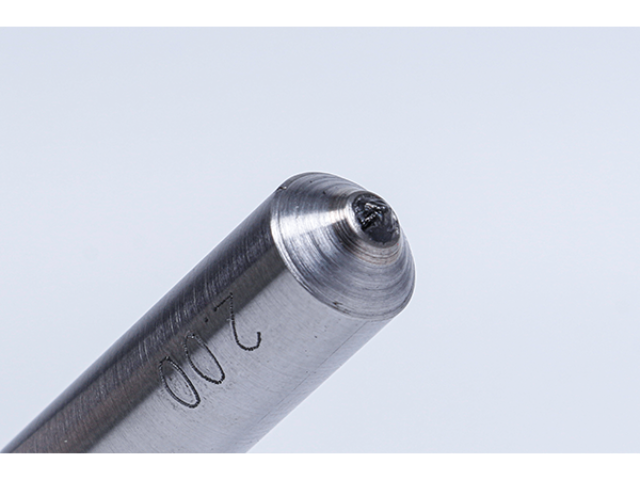
不同国家的磨床修磨技术采取了差异化的竞争策略。德国的磨床注重精密磨削和市场,通过技术创新和高精度产品占据市场优势;日本的磨床注重微纳加工和超精密磨削,通过 ELID 等技术满足半导体等领域的需求;中国的磨床注重复合化和多工艺融合,通过柔性制造系统集成满足多样化的生产需求;美国的磨床注重效率和自动化,通过强力砂带磨床等技术提高生产效率;俄罗斯的磨床注重稳定性和可靠性,通过高纯度合成金刚石等材料确保产品质量。这种差异化竞争策略使得各国磨床修磨技术在全球市场中占据不同的地位。金刚石笔磨损后可通过翻转使用(顺转 90°、180°),延长使用寿命 2-3 倍。
当硬质合金遇上普通砂轮,磨削效率总被硬度拖后腿?金刚石磨具以莫氏 10 级的天然硬度,如同工业领域的,轻松啃下碳化钨、氮化硅、淬火钢等超硬材料加工难题。其金属结合剂采用度烧结工艺,将金刚石磨粒牢牢锚定在基体上,形成 "刚柔并济" 的切削结构 —— 磨削时既能承受 50N/mm² 的轴向压力不崩刃,又能保持 0.02mm 的稳定进给量。面对 HRC60 + 的淬火钢工件,普通砂轮的切削速度为 15 米 / 分钟,而金刚石磨具可提升至 30 米 / 分钟,相同加工量下耗时缩短 50%。从硬质合金刀具的刃口加工到航空航天高温合金部件的成型磨削,它用硬核实力打破超硬材料加工的效率瓶颈,让 "硬骨头" 加工不再是产线难题,重新定义高效加工的行业标准。电解 - 电火花复合修整法结合两者优势,快速破除结合剂又能细化磨粒刃口,提升修整效率 30%。浙江磨具金刚石磨具24小时服务
根据砂轮结合剂类型选择修整工具:树脂砂轮用碳化硅砂轮,金属砂轮用电解或电火花设备。甘肃国产金刚石磨具厂家电话
CVD 涂层工艺金刚笔的市场应用与区域偏好 CVD 涂层工艺的金刚笔具有较高的硬度和耐磨性,适用于超硬材料的加工,广泛应用于航空航天、半导体等领域。在中国,CVD 涂层工艺的金刚笔市场应用逐渐扩大,例如上海立锐的 CVD 金刚石滚轮,寿命较其他电镀型提升 10 倍,适用于半导体晶圆切割等领域。在日本,CVD 涂层工艺的金刚笔也有一定的应用,例如日本住友电工的 CVD 技术生产大尺寸金刚石晶圆,用于半导体散热和光学器件。日本的超精密磨床适合使用电镀工艺的金刚笔,中国的复合磨床适合使用 CVD 涂层工艺的金刚笔。甘肃国产金刚石磨具厂家电话


- 山东砂轮金刚石磨具厂家直销 2025-12-03
- 上海多功能金刚石磨具哪家好 2025-12-03
- 重庆磨床修整金刚石磨具质量 2025-12-03
- 山西砂轮修整金刚石磨具生产企业 2025-12-03
- 辽宁国产金刚石磨具规格尺寸 2025-12-03
- 山东机械金刚石磨具销售电话 2025-12-03
- 重庆附近金刚石磨具批发厂家 2025-12-03
- 甘肃砂轮修整金刚石磨具销售价格 2025-12-03






