- 品牌
- 贝立
- 型号
- 型号
- 用途
- 生产纸箱,生产打包带
- 包装类型
- 杯,带,袋,管
- 适用产品
- 多种适用
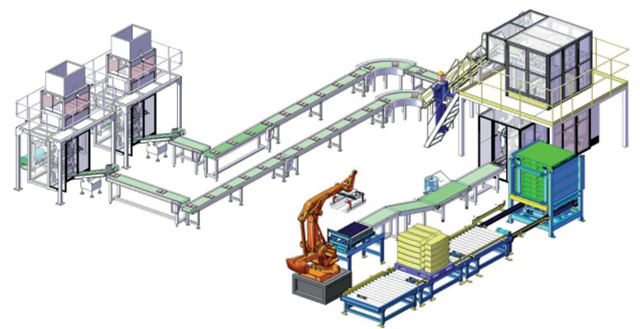
自动开箱封箱打包生产线设备是现代物流和生产制造领域中不可或缺的高效自动化工具。这一整套系统通过集成先进的机械设计与智能控制技术,实现了从纸箱成型、物品填充、自动封箱到打包贴标的全自动化流程。在生产线上,空纸箱通过自动成型机迅速展开并定型,随后,精确的物料搬运机器人将待包装产品准确放入箱内。紧接着,封箱机利用预设的热熔胶或胶带快速、牢固地封闭纸箱开口,确保了包装的稳固性和美观度。集成在生产线上的智能检测系统能够实时监控包装质量,确保每一个产品都符合出货标准。,打包机将封装好的纸箱进行捆扎或缠绕膜保护,同时,标签打印机自动打印并粘贴物流信息标签,为后续的仓储管理和物流追踪提供了极大的便利。布丁灌装生产线,甜蜜小点心中意。湖南包装生产线生产厂家
随着科技的进步,农药装生产线设备也在不断升级换代,向着更加智能化、高效化的方向发展。新一代的设备不仅具备更高的灌装精度和更快的生产速度,还融入了物联网、大数据等先进技术,实现了生产过程的远程监控和数据分析。这种智能化管理不仅让生产企业能够实时掌握生产线的运行状态,及时发现并解决问题,还能够根据市场需求灵活调整生产计划,优化资源配置。同时,这些设备在节能环保方面也取得了明显进步,通过采用低能耗驱动系统和优化的生产工艺,降低了生产过程中的能源消耗和废弃物排放,为农药行业的可持续发展贡献了力量。宁波口服液灌装生产线价格灌装生产线持续创新,引导行业发展潮流。
全自动包装生产线设备的应用范围普遍,涵盖了食品、药品、日化、电子等多个行业。在食品行业中,它们能够快速、准确地完成各类食品的包装,确保食品的新鲜度和安全性;在药品行业,全自动包装线则严格遵守GMP标准,保障药品包装的洁净度和密封性;在日化及电子行业,这些设备同样发挥着重要作用,不仅提高了包装效率,还通过精致的包装设计提升了产品的市场竞争力。随着技术的不断进步,全自动包装生产线设备正朝着更加智能化、柔性化的方向发展,为各行业的转型升级提供了强有力的支持。
随着消费者对产品包装个性化需求的日益增长,智能化包装生产线设备的应用变得更加普遍。这些设备能够灵活应对不同规格、不同材质以及不同设计要求的包装任务,通过模块化设计和快速换型技术,轻松实现产品包装的多样化。同时,智能化包装生产线还具备强大的追溯能力,能够记录每一件产品的生产信息和包装细节,为消费者提供透明的产品信息,增强产品信任度。这些设备还注重环保和可持续性,通过减少材料浪费和能源消耗,推动绿色包装的发展。智能化包装生产线设备的普遍应用,不仅满足了市场的多样化需求,还促进了包装行业的转型升级。灌装生产线集成数据分析,优化生产流程。

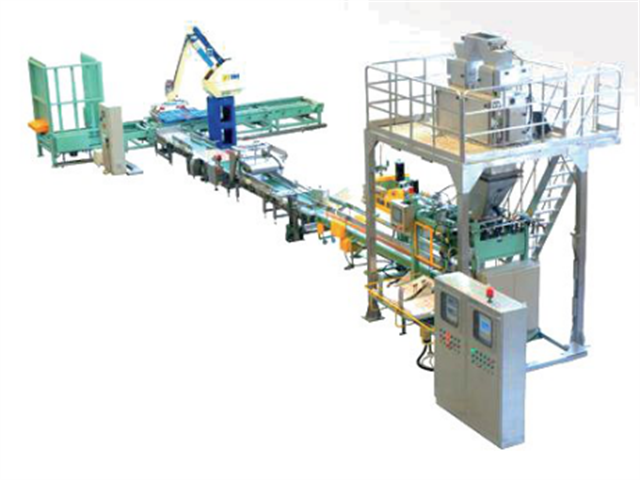
大型包装生产线设备是现代工业生产中不可或缺的重要组成部分,它们通过高度自动化和智能化的设计,极大地提高了产品包装的效率与质量。这些设备通常涵盖了从物料输送、计量填充、封口成型到贴标喷码、分拣码垛等一系列工序,每个环节都紧密相连,形成了一个高效运转的系统。在食品、医药、日化等多个行业中,大型包装生产线设备的应用尤为普遍,它们不仅能够满足大规模生产的需求,还能通过精确控制减少材料浪费,提升产品卫生安全标准。随着物联网、大数据等技术的融入,这些设备正逐步实现远程监控与智能诊断,为企业的生产管理和维护带来了前所未有的便利,进一步推动了制造业的转型升级。饮料厂引进灌装生产线,生产效率翻倍。福建包装生产线设计
饮用水灌装生产线,清洁卫生是关键。湖南包装生产线生产厂家
颗粒自动包装生产线的普遍应用,不仅提高了企业的生产效率,还明显降低了人工成本。传统的包装方式需要大量的人工参与,不仅耗时耗力,还容易出错。而自动包装生产线则通过高度自动化的操作,减少了人力需求,避免了人为因素导致的误差。这一转变不仅提升了企业的市场竞争力,也为员工提供了更加安全、舒适的工作环境。随着科技的不断进步,颗粒自动包装生产线也在不断升级,如引入机器视觉技术,可以实现对包装外观的自动检测,进一步提升产品质量。总之,颗粒自动包装生产线以其高效、精确、智能化的特点,正在逐步改变着传统包装行业的面貌。湖南包装生产线生产厂家
颗粒自动包装生产线的普遍应用,不仅提高了企业的生产效率,还明显降低了人工成本。传统的包装方式需要大量的人工参与,不仅耗时耗力,还容易出错。而自动包装生产线则通过高度自动化的操作,减少了人力需求,避免了人为因素导致的误差。这一转变不仅提升了企业的市场竞争力,也为员工提供了更加安全、舒适的工作环境。随着科技的不断进步,颗粒自动包装生产线也在不断升级,如引入机器视觉技术,可以实现对包装外观的自动检测,进一步提升产品质量。总之,颗粒自动包装生产线以其高效、精确、智能化的特点,正在逐步改变着传统包装行业的面貌。灌装生产线配备自动检测,剔除不合格产品。自动开箱封箱打包生产线价格智能灌装生产线设备是现代食品...
- 颗粒包装码垛生产线设备 2025-12-03
- 南京酱料灌装生产线 2025-10-10
- 南京颗粒包装生产线 2025-10-09
- 安徽包装生产线设备价格 2025-10-08
- 宁波红酒灌装生产线价格 2025-10-03
- 江西自动包装生产线生产厂家 2025-10-01
- 江西自动数粒数片瓶装包装生产线 2025-09-28
- 宁波膏霜产品装生产线价格 2025-09-24
- 宁波码垛生产线现货 2025-09-23
- 浙江包装生产线生产厂家 2025-09-22


- 自动码垛包装生产线批发价 2025-09-01
- 浙江包装生产线生产 2025-08-28
- 宁波糖浆灌装生产线厂家直供 2025-08-28
- 宁波酒类包装生产线厂家 2025-08-28
- 无锡包装生产线设备 2025-08-28
- 收缩生产线批发价 2025-08-27



- 宁波落地式卧式圆瓶贴标机批发 12-12
- 南京哪家缠绕机厂家好 12-10
- 全自动圆瓶贴标机设备 12-09
- 全自动卡片贴标机生产商 12-08
- 宁波双面圆瓶贴标机哪家好 12-07
- 福建双面贴标机多少钱一台 12-06
- 济南缠绕机制造商 12-04
- 颗粒包装码垛生产线设备 12-03
- 合肥平面双侧贴标机 11-28
- 湖南纸箱全自动码垛机 11-27