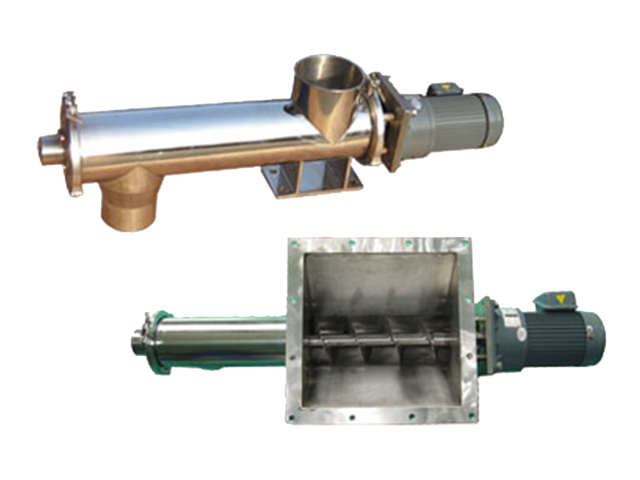
HS-2E横式螺旋输送机产品概述螺旋输送机又名管式螺旋输送机、单管螺旋给料机,是采用标准制造的新型螺旋输送机,可应用在水平或倾斜有角度的工矿环境,单管螺旋输送机采用密闭输送物料,密封性较好,能避免粉尘对环境的污染,改善劳动条件,具有给料稳定,可实现锁气的特性,物料的回流现象。结构特点螺旋输送...
输送上料基本参数
- 品牌
- 强旱
- 型号
- QH-S
- 类型
- 斗式输送机,螺旋输送机
- 电机功率
- 4
- 加工定制
- 是
- 外形尺寸
- 3500*300*275
- 输送距离
- 3
- 产地
- 江苏
- 适用领域
- 化工、粮食
- 是否跨境货源
- 否
- 厂家
- 强旱机械
输送上料企业商机
上料时间应设短些,放料时间应设长些;输送颗粒料时,上料时间应设长些,放料时间应设短些。6、按下“开/关”按键,压缩空气即被送入真空发生器,真空料斗产生真空,实现加料。7、此时应关注压缩空气压力,供气压力应在。供气压力是指真空发生器工作时,也就是上料时,系统中的压缩空气压力。QVC-3,4,5,6真空上料机的真空发生器上有压力表,以该压力表显示的压力为准。对于QVC-1,2真空发生器上没有压力表,应以过滤减压阀上压力表为准。在调试中要特别注意,供气压力,当放料或系统待机状态时,过滤减压阀上压力表显示的压力应在—。许多用户安装上料机后,常常把过滤减压阀调整在,如果此时真空发生器开始工作,系统的压力会陡降到。长距离输送或输送能力较大时,系统中空气压力必须达到。 输送链条在传动机构驱动的牵引下,将进料口来的物料沿输送管道内壁环形移动至出料口排出,完成物料的输送。甘肃什么是输送上料售后服务

上料机出现无法上料或上料能力小时,请按以下程序检查。1、系统的供气压力是否达到。供气压力是指真空发生器工作时系统中空气压力。2、放料门是否严密。A、经过长时间使用,放料门上堆积一定厚度的粉料,造成门关不严,漏真空,应清洗放料门。B、经过长时间使用,放料门的密封胶圈磨损,造成门关不严,漏真空,应更换密封圈。C、经长时间使用,气缸出力和行程出现故障,应更换气缸。3、过滤器堵塞。将过滤器用压缩空气吹净后,用嘴反吹过滤器,如果很畅通,过滤器没有堵塞;如果感到憋气,则过滤器已被堵死,此时应更换过滤器,或将堵塞的过滤器放在超声波清洗机里清洗30分钟以上。4、吸料管被大块物料堵塞。往往发生在不锈钢吸料嘴进口处和真空料斗的入口处。5、泵头和料斗间、料斗各节间卡箍没拧紧,造成系统漏气,无法上料或上料能力减少。6、反吹系统出现故障。真空上料机每次放料时储存在气包中的压缩空气脉冲反吹过滤器,保证过滤器表面*有很薄一层粉末。如果反吹系统出现故障,过滤器表面将堆积较厚粉末,增加阻力造成真空上料机无法上料,此时应更换反吹阀。甘肃什么是输送上料售后服务输送过程在密闭的管路中进行,物料无粉尘飞扬。
调试步骤(1)各设备安装后精心调试输送机,满足图样要求。(2)各减速器,运动部件加注相应润滑油。(3)安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。(4)调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。皮带输送机皮带跑偏及打滑的处理方法跑偏的原因有多种,需根据不同的原因区别处理。***:调整承载托辊组第二:安装调心托辊组第三:张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。第四:调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节第五:双向运行皮带输送机跑偏的调整。皮带打滑的处理办法:***:螺旋张紧或液压张紧皮带机的打滑使用螺旋张紧或液压张紧的皮带输送机出现打滑时可调整张紧行程来增大张紧力。但是,有时张紧行程已不够,皮带出现了长久性变形,这时可将皮带截去一段重新进行硫化.第二:在使用尼龙带或EP是要求张紧行程较长,当行程不够时也可重新硫化或加大张紧行程来解决。跑偏的原因有多种,需根据不同的原因区别处理。
配件槽型下调芯托辊组槽型上调芯托辊组改向滚筒传动滚筒输送机销售技巧输送机可进行水平、倾斜和垂直输送,可以单台输送,也可多台组成或与其他输送设备组成水平或倾斜的输送系统,以满足不同布置形式的作业线需要。客户该怎么找呢,对于新业务员,网上找客户是开始的比较好选择,所以先在网上通过一些商业网站去搜索一些你客户的资料,由于你已经掌握了你产品的知识,哪怕是通过电话联系客户对你也不是很难的。我觉得业务员在开始找客户时你首先要做的工作是把自己要推销的产品摸索透,要尽量多得去掌握产品的一些知识,比如说是,这种输送机一般用在哪些地方。因为这些知识都会帮助你克服在业务工作中遇到的困难。试想一个对自己产品不了解的人如何去说服别人购买你的产品呢,然而缺少产品知识的你也会让客户对你产生介意的,所以在开始业务工作的开始你首先要把自己的产品了解清楚,那么你要了解的内容就有:产品名称,产品内容,使用方法,产品特征,售后服务,产品的交货期,交货方式,价格及付款方式,生产材料和生产过程,也要了解一下同行产品及相关的产品。做完这些工作你就可以去跑业务了,掌握了这些知识你的业务工作做起来就会事半功倍。除了网上找客户外。可弯曲螺旋输送机是挠性螺旋体作为运送构件,由电动机直接带动旋转(或经减速器减速后驱动)输送物料。

跑偏原因带式输送机运行时输送带跑偏是最常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。 真空加料机分间隙排料和连续排料两种,间隙排料有利于降低设备的成本,方便料位。黑龙江现代输送上料技术指导
气动真空上料机是利用压缩空气通过真空发生器产生高真空实现对物料的输送。甘肃什么是输送上料售后服务
皮带打滑时严禁用手去拉动皮带,以免发生事情。输送机挡板的2种穿孔工艺(1)爆破穿孔:(Blastdrilling),材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在要求较高的零件上使用(如石油筛缝管),只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。(2)脉冲穿孔:(Pulsedrilling)采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路系统,以实现气体种类、气体压力的切换及穿孔时间。 甘肃什么是输送上料售后服务
与输送上料相关的文章

山东输送上料欢迎选购
- 黑龙江直销输送上料批量定制 2025-09-29
- 浙江自动化输送上料 2025-09-29
- 江西加工输送上料直销价格 2025-09-29
- 湖北直销输送上料厂家现货 2025-09-29
- 上海销售输送上料技术指导 2025-09-28
- 山东便宜的输送上料生产过程 2025-09-28
- 福建制造输送上料价格优惠 2025-09-28
- 重庆通用输送上料生产厂家 2025-09-28
- 吉林国产输送上料批量定制 2025-09-28
- 重庆国产输送上料销售厂家 2025-09-28
- 北京哪里有输送上料设备制造 2025-09-28
- 安徽本地输送上料价格优惠 2025-09-28
与输送上料相关的产品
与输送上料相关的新闻
-
上海什么是输送上料直销价格 2025-05-07 05:09:52运输贮存产品在运输过程中,应符合运输部门的有关规定,不得与酸、碱接触。驱动装置、电气设备应避免刮、碰、摔等剧烈的振动和撞击。在保管期间应采取防雨、防潮措施,贮存时应放置在有遮棚的仓库内。输送机械与包装机械共同演绎包装传奇包装机械和输送机械可以说是大型产品生产必不可少的环节,产品在通过包装...
-
重庆什么是输送上料 2025-05-07 09:25:321容积式输送装置,可实现物料的输送和计量。易于实现集中,提高自动化程度,满足现代企业对环境保护的要求2结构紧凑,占用空间小,可以三维改变输送方向。3被输送的物料从进口到出口法兰之间是处于密闭状态的。出口不必设置除尘器。在输送物料时可充装气体。运输中能保证没有粉尘泄漏到环境中。4物料沿着管...
-
北京现代输送上料厂家现货 2025-05-06 15:09:08管链输送系统的优势:1、结构紧凑,占用空间小,可以三维改变输送方向。2、全封闭式输送,无粉尘溢漏,出口不必设置除尘器。在输送物料时可充装气体。3、物料沿着管子平滑输送,物料破损少,缓慢的弯道输送使很少的物料颗粒产生碎屑。4、能耗低--运行成本经济,整套系统只有一个电机来带动。5、不会产生系统...
-
辽宁国产输送上料批量定制 2025-05-05 03:09:43HS-1E横式螺旋输送机产品概述螺旋输送机又名管式螺旋输送机、单管螺旋给料机,是采用标准制造的新型螺旋输送机,可应用在水平或倾斜有角度的工矿环境,单管螺旋输送机采用密闭输送物料,密封性较好,能避免粉尘对环境的污染,改善劳动条件,具有给料稳定,可实现锁气的特性,物料的回流现象。结构特点螺旋输送...
与输送上料相关的问题
新闻资讯
产品推荐
-

北京哪里有输送上料设备制造
2025-09-28 -

安徽本地输送上料价格优惠
2025-09-28 -

河南国产输送上料售后服务
2025-09-28 -
青海制造输送上料共同合作
2025-09-28 -
浙江本地三通阀设备制造
2025-06-27 -

江苏附近哪里有三通阀批发厂家
2025-06-27 -

浙江加工三通阀怎么用
2025-06-27 -

广西直销三通阀厂家现货
2025-06-26 -

浙江便宜的三通阀生产过程
2025-06-26