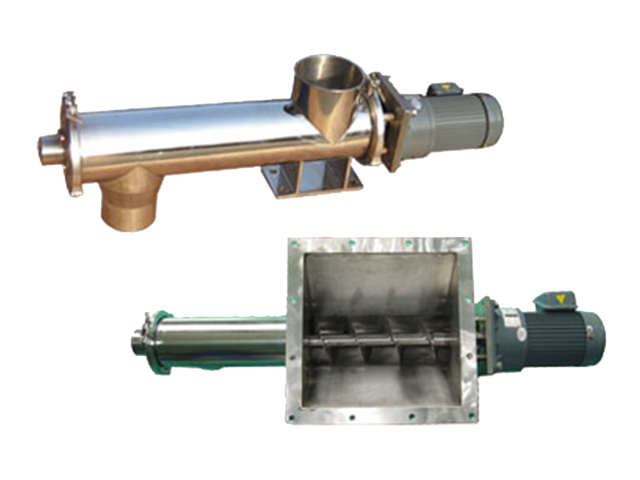
HS-2E横式螺旋输送机产品概述螺旋输送机又名管式螺旋输送机、单管螺旋给料机,是采用标准制造的新型螺旋输送机,可应用在水平或倾斜有角度的工矿环境,单管螺旋输送机采用密闭输送物料,密封性较好,能避免粉尘对环境的污染,改善劳动条件,具有给料稳定,可实现锁气的特性,物料的回流现象。结构特点螺旋输送...
输送上料基本参数
- 品牌
- 强旱
- 型号
- QH-S
- 类型
- 斗式输送机,螺旋输送机
- 电机功率
- 4
- 加工定制
- 是
- 外形尺寸
- 3500*300*275
- 输送距离
- 3
- 产地
- 江苏
- 适用领域
- 化工、粮食
- 是否跨境货源
- 否
- 厂家
- 强旱机械
输送上料企业商机
螺旋输送机特点和应用螺旋输送机特点是密封传动,结构简单。螺旋输送机是冶金、建材、化工、粮食及机械加工等部门广泛应用的一种连续输送设备。螺旋输送机一般由输送机本体、进出料口及驱动装置三大部分组成;螺旋输送机的螺旋叶片有实体螺旋面、带式螺旋面和叶片螺旋面三种形式,其中,叶片式螺旋面应用相对较少,主要用于输送粘度较大和可压缩性物料,这种螺悬面型,在完成输送作业过程中,同时具有并完成对物料的搅拌、混合等功能。从输送物料位移方向的角度划分,螺旋输送机分为水平式螺旋输送机和垂直式螺旋输送机两大类型,主要用于对各种粉状、颗粒状和小块状等松散物料的水平输送和垂直提升,该螺旋输送机不适宜输送易变质、粘性大、易结块或高温、怕压、有较大腐蚀性的特殊物料。螺旋输送机与其它输送设备相比,具有整机截面尺寸小、密封性能好、运行平稳可靠、可中间多点装料和卸料及操作安全、维修简便等。螺旋输送机也可根据使用要求设计成水平输送,倾斜输送,垂直输送,可用于代替斗式提升机降**造成本,单管螺旋输送机可广泛应用于面粉、煤粉、水泥、生料、化工、冶金等粉状和小颗粒状的流体物料的输送。挠性螺旋体是该输送机运动部件,无论做多远距离输送,输送管中没有轴承等其它运动部件。山西哪里有输送上料生产厂家

跑偏原因带式输送机运行时输送带跑偏是最常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。 北京本地输送上料生产过程适用物料:香精、香料、味精、石墨、胭脂、腮红、聚乙烯、聚丙烯、聚氧乙烯、肥料、味精、鸡精、白糖。

上料机出现无法上料或上料能力小时,请按以下程序检查。1、系统的供气压力是否达到。供气压力是指真空发生器工作时系统中空气压力。2、放料门是否严密。A、经过长时间使用,放料门上堆积一定厚度的粉料,造成门关不严,漏真空,应清洗放料门。B、经过长时间使用,放料门的密封胶圈磨损,造成门关不严,漏真空,应更换密封圈。C、经长时间使用,气缸出力和行程出现故障,应更换气缸。3、过滤器堵塞。将过滤器用压缩空气吹净后,用嘴反吹过滤器,如果很畅通,过滤器没有堵塞;如果感到憋气,则过滤器已被堵死,此时应更换过滤器,或将堵塞的过滤器放在超声波清洗机里清洗30分钟以上。4、吸料管被大块物料堵塞。往往发生在不锈钢吸料嘴进口处和真空料斗的入口处。5、泵头和料斗间、料斗各节间卡箍没拧紧,造成系统漏气,无法上料或上料能力减少。6、反吹系统出现故障。真空上料机每次放料时储存在气包中的压缩空气脉冲反吹过滤器,保证过滤器表面*有很薄一层粉末。如果反吹系统出现故障,过滤器表面将堆积较厚粉末,增加阻力造成真空上料机无法上料,此时应更换反吹阀。
输送机安装工作步骤:1.划线;2.检查土建施工,查看地脚螺栓和预埋钢板情况;3.检查输送机各个部件的位置;4.根据地脚螺栓安装桁架;5.安装和调整设备(包括上下托辊、刮水器、驱动装置等);6.安装胶带提升机;7.安装伸缩头;8.安装导料槽;9.安装拉紧装置;10.安装所有电气部分支架;11.胶带切割和硫化连接。输送机电气部分安装步骤:1.安装电缆管道;2.安装限位开关、保护装置、电控柜等;3.安装电灯;4.铺设电缆;5.连接电线。安装输送机结束时,对油漆损坏的部分按照技术规范要求进行补喷油漆。其次要按润滑油操作手册规定的程序将添油脂或润滑油加到如下输送机设备:减速机、联轴器、起重机、轴承座、电机轴承等。 对混合物料的输送,不会物料分层现象。
4、皮带输送机的**后找准为保证输送带始终在托辊和滚筒的中心线上运行,安装托辊、机架和滚筒时,必须满足下列要求:1)所有托辊必须排成行、互相平行,并保持横向水平。2)所有的滚筒排成行,互相平行。3)支承结构架必须呈直线,而且保持横向水平。为此,在驱动滚筒及托辊架安装以后,应该对输送机的中心线和水平作**后找正。5、然后将机架固定在基础或楼板上。皮带输送机固定以后,可装设给料和卸料装置。6、挂设输送带挂设输送带时,先将输送带带条铺在空载段的托辊上,围抱驱动滚筒之后,再敷在重载段的托辊上。挂设带条可使用。在拉紧带条进行连接时,应将拉紧装置的滚筒移到极限位置,对小车及螺旋式拉紧装置要向传动装置方向拉移;而垂直式捡紧装置要使滚筒移到**上方。在拉紧输送带以前,应安装好减速器和电动机,倾斜式输送机要装好制动装置。7、皮带输送机安装后,需要进行空转试机。在空转试机中,要注意输送带运行中有无跑偏现象、驱动部分的运转温度、托辊运转中的活动情况、清扫装置和导料板与输送带表面的接触严密程度等,同时要进行必要的调整,各部件都正常后才可以进行带负载运转试机。如果采用螺旋式拉紧装置,在带负荷运转试机时。 当压缩空气供给真空发生器时,真空发生器就产生负压形成真空气流,物料被吸入吸料咀,形成物气流。辽宁输送上料诚信合作
由真空泵、不锈钢吸料嘴、输送软管、PE过滤器、压缩空气反吹装置、气动放料阀门、真空料斗和料位装置组成。山西哪里有输送上料生产厂家
操作的标准:正确安装和准确操作真空输送,请按照以下方法:1、气动真空输送机在交货时就已安装完毕,只需在容器上固定即可,但要与设备的接口一致。2、在连接压缩空气时,请在主气源管道处安装气源三联件,保证所使用的气源是纯净的,在使用设备时请校正气源的比较好工作压力。3、检查设备,在此过程中不要输送任何物料。首先,检查真空泵位置,调整起源三联件上压缩空气的压力为6bar,真空泵就可开始工作。然后,通过封闭吸入口,检查该设备安装的稳定性,所产生的真空度应该在-80kPa左右(理想的工作压力)。此方法也是检查压缩空气压力的方法。4、校正吸、放料时间。建议:吸料、放料时间主要取决于现场的工况和物料的性能,在正式生产前必须经测试设定比较好的吸、放料时间。吸料时间:如果没有现有的参考时间,我们建议:由5秒逐渐调整,物料至料仓的吸料口位置为比较好。放料/反冲时间:根据现场的实际需要,时间可以进行设置,在此之前,设置到比较大,根据情况逐渐调整到比较好状态。请注意:—为避免阻碍放料系统,根据物料的性能,请适当设置吸料//放料时间;利用反冲气囊,停止工作前,使设备空运转,在吸料状态下,反复转换开关旋钮。山西哪里有输送上料生产厂家
与输送上料相关的文章

山东输送上料欢迎选购
- 黑龙江直销输送上料批量定制 2025-09-29
- 浙江自动化输送上料 2025-09-29
- 江西加工输送上料直销价格 2025-09-29
- 湖北直销输送上料厂家现货 2025-09-29
- 上海销售输送上料技术指导 2025-09-28
- 山东便宜的输送上料生产过程 2025-09-28
- 福建制造输送上料价格优惠 2025-09-28
- 重庆通用输送上料生产厂家 2025-09-28
- 吉林国产输送上料批量定制 2025-09-28
- 重庆国产输送上料销售厂家 2025-09-28
- 北京哪里有输送上料设备制造 2025-09-28
- 安徽本地输送上料价格优惠 2025-09-28
与输送上料相关的产品
与输送上料相关的新闻
-
上海什么是输送上料直销价格 2025-05-07 05:09:52运输贮存产品在运输过程中,应符合运输部门的有关规定,不得与酸、碱接触。驱动装置、电气设备应避免刮、碰、摔等剧烈的振动和撞击。在保管期间应采取防雨、防潮措施,贮存时应放置在有遮棚的仓库内。输送机械与包装机械共同演绎包装传奇包装机械和输送机械可以说是大型产品生产必不可少的环节,产品在通过包装...
-
重庆什么是输送上料 2025-05-07 09:25:321容积式输送装置,可实现物料的输送和计量。易于实现集中,提高自动化程度,满足现代企业对环境保护的要求2结构紧凑,占用空间小,可以三维改变输送方向。3被输送的物料从进口到出口法兰之间是处于密闭状态的。出口不必设置除尘器。在输送物料时可充装气体。运输中能保证没有粉尘泄漏到环境中。4物料沿着管...
-
北京现代输送上料厂家现货 2025-05-06 15:09:08管链输送系统的优势:1、结构紧凑,占用空间小,可以三维改变输送方向。2、全封闭式输送,无粉尘溢漏,出口不必设置除尘器。在输送物料时可充装气体。3、物料沿着管子平滑输送,物料破损少,缓慢的弯道输送使很少的物料颗粒产生碎屑。4、能耗低--运行成本经济,整套系统只有一个电机来带动。5、不会产生系统...
-
辽宁国产输送上料批量定制 2025-05-05 03:09:43HS-1E横式螺旋输送机产品概述螺旋输送机又名管式螺旋输送机、单管螺旋给料机,是采用标准制造的新型螺旋输送机,可应用在水平或倾斜有角度的工矿环境,单管螺旋输送机采用密闭输送物料,密封性较好,能避免粉尘对环境的污染,改善劳动条件,具有给料稳定,可实现锁气的特性,物料的回流现象。结构特点螺旋输送...
与输送上料相关的问题
新闻资讯
产品推荐
-

北京哪里有输送上料设备制造
2025-09-28 -

安徽本地输送上料价格优惠
2025-09-28 -
河南国产输送上料售后服务
2025-09-28 -

青海制造输送上料共同合作
2025-09-28 -
浙江本地三通阀设备制造
2025-06-27 -

江苏附近哪里有三通阀批发厂家
2025-06-27 -

浙江加工三通阀怎么用
2025-06-27 -

广西直销三通阀厂家现货
2025-06-26 -

浙江便宜的三通阀生产过程
2025-06-26