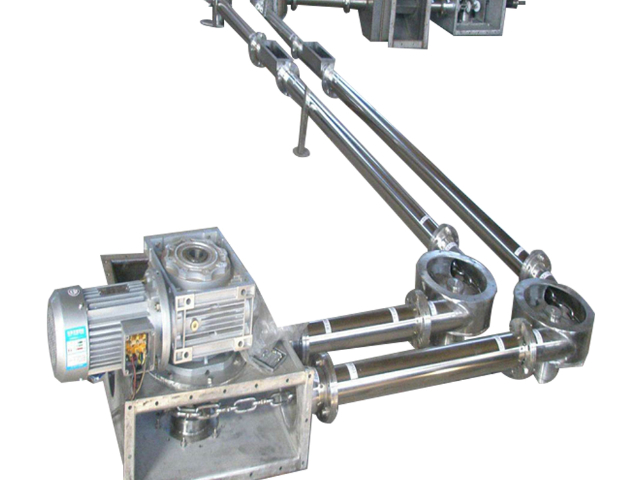
HS-2E横式螺旋输送机产品概述螺旋输送机又名管式螺旋输送机、单管螺旋给料机,是采用标准制造的新型螺旋输送机,可应用在水平或倾斜有角度的工矿环境,单管螺旋输送机采用密闭输送物料,密封性较好,能避免粉尘对环境的污染,改善劳动条件,具有给料稳定,可实现锁气的特性,物料的回流现象。结构特点螺旋输送...
输送上料基本参数
- 品牌
- 强旱
- 型号
- QH-S
- 类型
- 斗式输送机,螺旋输送机
- 电机功率
- 4
- 加工定制
- 是
- 外形尺寸
- 3500*300*275
- 输送距离
- 3
- 产地
- 江苏
- 适用领域
- 化工、粮食
- 是否跨境货源
- 否
- 厂家
- 强旱机械
输送上料企业商机
1容积式输送装置,可实现物料的输送和计量。易于实现集中,提高自动化程度,满足现代企业对环境保护的要求2结构紧凑,占用空间小,可以三维改变输送方向。3被输送的物料从进口到出口法兰之间是处于密闭状态的。出口不必设置除尘器。在输送物料时可充装气体。运输中能保证没有粉尘泄漏到环境中。4物料沿着管子平滑输送,基本上没有内部运动,所以物料破损少,缓慢的弯道输送使很少的物料颗粒产生碎屑。5根据不同的加料情况,进口之间可相距超过10米远。6链轮有优化的肩,设计优化,使用硬化链条具有**小磨损。7特殊的输送盘,具有极低的磨擦系数和稳定的输送能力。精细化工:颜料,染料,涂料,炭黑,钛白粉,氧化铁,陶瓷粉,重钙,轻钙,膨润土,分子筛,高岭土,活性炭等矿石:尿素,氯化铵,碳酸氢铵,苏打粉,铜精矿粉,煤粉,矿粉,氧化铝粉等建筑材料:水泥,陶土,黄沙,石英沙,粘土粉,硅石,石灰石粉,白云石粉,木屑粉,玻璃纤维,二氧化硅,滑石粉等食品工业:面粉,淀粉,谷物,奶粉,食品添加剂等。 不需要机械式真空泵,具有结构简单、体积小、免维修、噪音低、物料静电好符合GMP要求等。山东加工输送上料诚信合作
皮带输送机的安装皮带输送机的安装一般按下列几个阶段进行。1、安装皮带输送机的机架机架的安装是从头架开始的,然后顺次安装各节中间架,**后装设尾架。在安装机架之前,首先要在输送机的全长上拉引中心线,因保持输送机的中心线在一直线上是输送带正常运行的重要条件,所以在安装各节机架时,必须对准中心线,同时也要搭架子找平,机架对中心线的允许误差,每米机长为±。但在输送机全长上对机架中心的误差不得超过35mm。当全部单节安设并找准之后,可将各单节连接起来。2、安装驱动装置安装驱动装置时,必须注意使皮带输送机的传动轴与皮带输送机的中心线垂直,使驱动滚筒的宽度的**与输送机的中心线重合,减速器的轴线与传动轴线平行。同时,所有轴和滚筒都应找平。轴的水平误差,根据输送机的宽窄,允许在。在安装驱动装置的同时,可以安装尾轮等拉紧装置,拉紧装置的滚筒轴线,应与皮带输送机的中心线垂直。3、安装托辊在机架、传动装置和拉紧装置安装之后,可以安装上下托辊的托辊架,使输送带具有缓慢变向的弯弧,弯转段的托滚架间距为正常托辊架间距的1/2~1/3。托辊安装后,应使其回转灵活轻快。 吉林制造输送上料批发厂家真空上料机能自动地将物料输送到包装机、注塑机、粉碎机等设备料斗中,也能直接把混合的物料输送到混合机。

输送机支架焊条电弧焊的焊接方法1.引弧(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定,(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。引弧时需注意如下事项:1)引弧处应无油污、水锈,以免产生气孔和夹渣。2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。2.运条运条是焊接过程中**重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢。
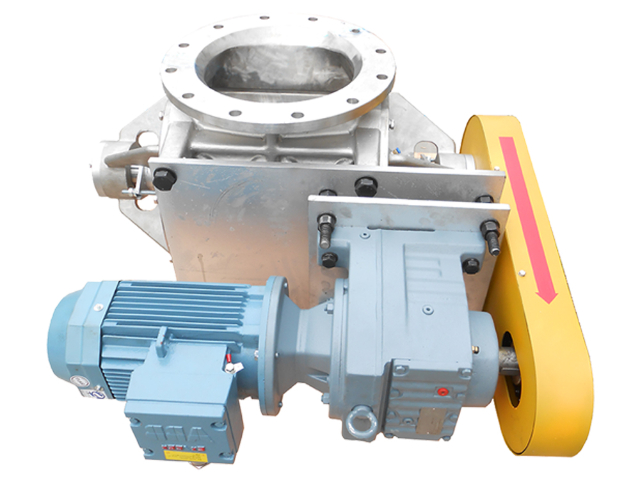
TC型管链式粉体输送机是输送粉状、小颗粒状及小块状等散状物料的连续输送设备,可以水平、倾斜和垂直组合输送。在密闭管道内,以链片为传动构件带动物料沿管道运动。当水平输送时,物料颗粒受到链片在运动方向的推力,就随链片向前运动,形成稳定的料流;当垂直输送时,管内物料颗粒受链片连续向上的推力,阻止了物料下滑,并产生了横向侧压力,增强了物料的内摩擦力,当物料间的内摩擦力大于物料与管内壁外摩擦力及物料自重时,物料就随链片向上移动,形成连续料流。粉体物料可在三维空间内沿封闭管道直线移动或改变方向;水平输送距离可达60米,垂直输送距离可达到30米。TC型管粉体链式输送机是本所在消化吸收国外新技术的基础上研制而成,它解决了粉体机械输送中重质粉料远距离输送的难题,填补了国内空白。螺旋输送机旋转轴上焊的螺旋叶片,叶片的面型根据输送物料的不同有实体面型、带式面型、叶片面型等型式。

安装步骤(参考图1)1.装配顺序:上料管→传动轴→螺旋→螺旋**座→卡箍。按顺序装配,拆卸则按相反的顺序。2.上料管:将上料管安装在减速机上,拧紧螺栓固定。3.传动轴:传动轴从进料口进入安装,安装好后,在传动轴另一端紧固螺栓上加固定垫片,拧紧固定螺栓。4.螺旋:将上料管水平放置,螺旋杆擦拭干净后装入上料管,螺旋杆下端孔要套紧传动轴上端固定销。5.螺旋**座:螺旋**座固定在螺旋杆上,螺旋**座下端孔要套紧螺旋杆上端的固定销。6.卡箍:用卡箍将螺旋**座与上料管固定,拧紧卡箍。7.超出标准长度的上料机会用支撑架撑住,以免重心偏移使上料机倒下,因此需要安装支撑架8.安装好后将下料槽用螺丝锁在放料口处,便于下料,不至于物料飞溅。9.电源为三相380V,三相火线,一相接地线,接入相应的电源中。注意不要接错。9.装配好后,检查各部分装配是否紧固,调试机器。注:进料口与料箱间、出料口与配套设备间,均采用橡胶管软连接,锁紧喉箍。。减轻了工人劳动强度,解决了加料时粉尘外溢等问题。吉林制造输送上料批发厂家
螺旋输送机(螺旋上料机)是一种经济实用方便的上粉料设备。山东加工输送上料诚信合作
排除方法该机的常见故障及处理方法如下:1、常见故障:电动机不能起动或起动后就立即慢下来。故障原因分析:a线路故障;b电压下降;C接触器故障;d在。处理方法:检查线路;检查电压;检查过负荷电器;减少操作次数。2、常见故障:电动机发热;故障原因分析:由于超载、超长度或输送带受卡阻,使运行阻力增大,电动机超负荷运行;由于传动系统润滑条件不良,致使电动机功率增加;电动机风扇进风口或径向散热片中堆积粉尘,使散热条件恶化。处理方法:测电动机功率,找出超负荷运行原因,对症处理;各传动部位及时补充润滑;***粉尘。3、常见故障:满负荷时,液力偶合器不能传递额定力矩故障原因分析:液力偶合器油量不足。处理方法:加油(当双电机驱动时,必须用电流表测量两电动机。通过调查充油量使功率趋向一致。)5、常见故障:减速器过热故障原因分析:减速器中油量过多或太少;油使用时间过长;润滑条件恶化,使轴承损坏。处理方法:按规定量注油;清洗内部,及时换油修理或更换轴承、改善润滑条件。山东加工输送上料诚信合作
与输送上料相关的文章

山东输送上料欢迎选购
- 黑龙江直销输送上料批量定制 2025-09-29
- 浙江自动化输送上料 2025-09-29
- 江西加工输送上料直销价格 2025-09-29
- 湖北直销输送上料厂家现货 2025-09-29
- 上海销售输送上料技术指导 2025-09-28
- 山东便宜的输送上料生产过程 2025-09-28
- 福建制造输送上料价格优惠 2025-09-28
- 重庆通用输送上料生产厂家 2025-09-28
- 吉林国产输送上料批量定制 2025-09-28
- 重庆国产输送上料销售厂家 2025-09-28
- 北京哪里有输送上料设备制造 2025-09-28
- 安徽本地输送上料价格优惠 2025-09-28
与输送上料相关的产品
与输送上料相关的新闻
-
上海什么是输送上料直销价格 2025-05-07 05:09:52运输贮存产品在运输过程中,应符合运输部门的有关规定,不得与酸、碱接触。驱动装置、电气设备应避免刮、碰、摔等剧烈的振动和撞击。在保管期间应采取防雨、防潮措施,贮存时应放置在有遮棚的仓库内。输送机械与包装机械共同演绎包装传奇包装机械和输送机械可以说是大型产品生产必不可少的环节,产品在通过包装...
-
重庆什么是输送上料 2025-05-07 09:25:321容积式输送装置,可实现物料的输送和计量。易于实现集中,提高自动化程度,满足现代企业对环境保护的要求2结构紧凑,占用空间小,可以三维改变输送方向。3被输送的物料从进口到出口法兰之间是处于密闭状态的。出口不必设置除尘器。在输送物料时可充装气体。运输中能保证没有粉尘泄漏到环境中。4物料沿着管...
-
北京现代输送上料厂家现货 2025-05-06 15:09:08管链输送系统的优势:1、结构紧凑,占用空间小,可以三维改变输送方向。2、全封闭式输送,无粉尘溢漏,出口不必设置除尘器。在输送物料时可充装气体。3、物料沿着管子平滑输送,物料破损少,缓慢的弯道输送使很少的物料颗粒产生碎屑。4、能耗低--运行成本经济,整套系统只有一个电机来带动。5、不会产生系统...
-
辽宁国产输送上料批量定制 2025-05-05 03:09:43HS-1E横式螺旋输送机产品概述螺旋输送机又名管式螺旋输送机、单管螺旋给料机,是采用标准制造的新型螺旋输送机,可应用在水平或倾斜有角度的工矿环境,单管螺旋输送机采用密闭输送物料,密封性较好,能避免粉尘对环境的污染,改善劳动条件,具有给料稳定,可实现锁气的特性,物料的回流现象。结构特点螺旋输送...
与输送上料相关的问题
新闻资讯
产品推荐
-

北京哪里有输送上料设备制造
2025-09-28 -
安徽本地输送上料价格优惠
2025-09-28 -

河南国产输送上料售后服务
2025-09-28 -
青海制造输送上料共同合作
2025-09-28 -
浙江本地三通阀设备制造
2025-06-27 -

江苏附近哪里有三通阀批发厂家
2025-06-27 -

浙江加工三通阀怎么用
2025-06-27 -

广西直销三通阀厂家现货
2025-06-26 -

浙江便宜的三通阀生产过程
2025-06-26