车削外圆面是五金加工中外圆面加工的基本方法,所用设备是车床。在一般机械厂中,车床占机床总台数的40%左右。车削是粗加工和半精加工各种材料外圆面的主要方法,也是不宜磨削的各种材料的精加工方法。单件小批量生产时,车削外圆面一般在普通车床进行。大批量生产时,使用多刀半自动车床或自动车床。大型盘类零件应在立...
五金冲压件基本参数
- 品牌
- 永创星
- 型号
- 齐全
五金冲压件企业商机
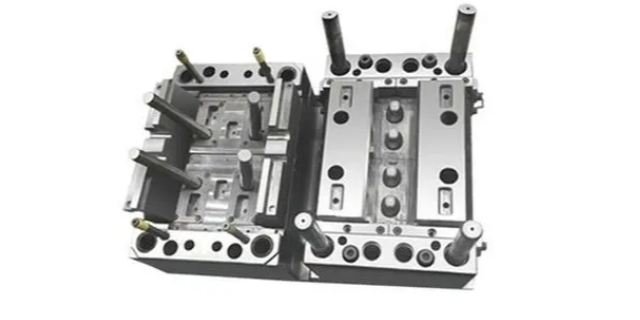
1.冲模结构:冲模是使板料产生分离或变形的工具。典型的冲模由上模和下模两部分组成。上模的模柄固定在冲床的滑块上,随滑块上下运动,下模则固定在冲床的工作台上。冲头和凹模是冲模中使坯料变形或分离的工作部分,用压板分别固定在上模板和下模板上。上、下模板分别装有导套和导柱,以引导冲头和凹模对准。而导板和定位销则分别用以控制坯料送进方向和送进长度。卸料板的作用,是在冲压后使工件或坯料从冲头上脱出。2.冲模的分类冲模是冲压生产中必不可少的模具。冲模基本上可分为简单模、连续模和复合模三种。冲头和凹模是冲模中使坯料变形或分离的工作部分,用压板分别固定在上模板和下模板上。龙华区直销五金冲压件销售公司

(1)落料和冲孔落料和冲孔是使坯料分离的工序。落料和冲孔的过程完全一样,只是用途不同。落料时,被分离的部分是成品,剩下的周边是废料;冲孔则是为了获得孔,被冲孔的板料是成品,而被分离部分是废料。落料和冲孔统称为冲裁。冲裁模的冲头和凹模都具有锋利的刃口,在冲头和凹模之间有相当于板厚5%-10%的间隙,以保证切口整齐而少毛刺。(2)弯曲弯曲就是使工件获得各种不同形状的弯角。弯曲模上使工件弯曲的工作部分要有适当的圆角半径r,以避免工件弯曲时开裂。龙岗区制造五金冲压件推荐货源冲压件加工包括冲裁、弯曲、拉深、成形、精整等工序。

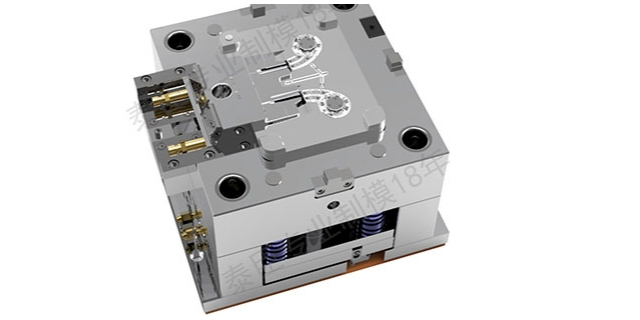
五金冲压模是对钣金零件进行冲压生产的机器。具有生产效率高、生产周期短等优点。对冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就可以改变这些缺点。级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。读懂产品图后,首先要进行展开计算,产品的展开尺寸一般是通过经验公式得来的,也有的是通过软件计算得来的。无论用哪种方法,应该保证计算结果是在允许的范围内。因为一旦展开尺寸计算错了,产品—定是不合格的,再改正会很麻烦。所以应该对展开计算的结果进行验算,以保证展开尺寸准确无误。
五金冲压件的缺陷:材料不良、坑包、麻点、划伤、咯伤、颈缩、开裂、滚线、拉毛、拉深侧壁不直、起皱、毛刺大、亏边、孔变形、缺孔、孔偏、翻边翘曲、翻边/折弯未到位、切边线/翻边/折弯线偏移、翻边高度不符、成形(拉延)/整形未到位、刚度差等五金冲压件表面处理也可能会有很多问题:如电镀不良(掉皮、色差等);喷砂不良(砂点不均匀、砂点过粗或过细);氧化不良(色差、水印点);还有其他问题,如丝印、高光、抛光。这些都会影响产品外观的。但小型冲压件部件市场在南方一些地区非常成熟。

(3)拾料块和顶杆。当条料进行折弯、切门,拉伸等成形工序时,会产生包紧力使条料成形部位包紧在镶块上,不易脱模。为保证条料顺利弹起,应在适当位置设计抬料块或顶杆,依靠弹簧力梅条料顶出。而在工位,切断的产品有时会因为冲压油的作用粘附在模具上,所以工位上、下模均应设计顶杆,以防出现叠件现象并损伤模具。另外,为了防止误送料和废料上浮现象损伤模具,可以设计误送料和废料上浮感应报警装置。在级进模的生产中,有时会出现一些故障,给生产造成影响,下面介绍一些常见故障的解决方法。五金冲压件的硬度检测采用洛氏硬度计。龙岗区制造五金冲压件推荐货源
总体水平低,许多行业生产能力过剩,缺少次技术。技术进步缓慢。龙华区直销五金冲压件销售公司
另外,凹模刃口磨坝或冲压油过多过帖也会造成漏料孔堵塞,要及时刃磨或减少更换冲压油。3.5 送料不畅送料不畅轻则影响生产,重则损坏模具。产生原因有以下几方面:(1)生产时送进步距与设计的步距有差异,应调整送进步距。(2)抬料钉间距过大,应增加抬料钉数量。(3)条料抬起高度不够,条料容易钩挂在抬料块或顶杆上,应增加条料抬起高度。(4)抬料钉送进间隙过小,条料送进不流畅,应适当放大间隙。(5)条料过宽过薄,容易产生翘恤,应在条料中间增加抬料块。龙华区直销五金冲压件销售公司
深圳市永创星科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳永创星科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
与五金冲压件相关的文章

坪山区销售五金冲压件价格
- 宝安区供应五金冲压件检查 2024-06-02
- 宝安区附近五金冲压件生产厂家 2024-06-02
- 光明区附近五金冲压件保养 2024-06-02
- 广东什么是五金冲压件推荐货源 2024-06-02
- 深圳附近五金冲压件拆装 2024-06-02
- 福田区制造五金冲压件哪家好 2024-06-02
- 南山区销售五金冲压件保养 2024-06-02
- 光明区制造五金冲压件生产厂家 2024-06-02
- 龙华区库存五金冲压件推荐货源 2024-06-02
- 光明区什么是五金冲压件推荐货源 2024-06-02
- 深圳使用五金冲压件价格 2024-06-02
- 龙华区供应五金冲压件生产厂家 2024-06-01
与五金冲压件相关的产品

与五金冲压件相关的新闻
-
罗湖区特种五金冲压件价格 2024-06-01 09:24:13(1)落料和冲孔落料和冲孔是使坯料分离的工序。落料和冲孔的过程完全一样,只是用途不同。落料时,被分离的部分是成品,剩下的周边是废料;冲孔则是为了获得孔,被冲孔的板料是成品,而被分离部分是废料。落料和冲孔统称为冲裁。冲裁模的冲头和凹模都具有锋利的刃口,在冲头和凹模之间有相当于板厚5%-10%的间隙,以...
-
龙岗区直销五金冲压件拆装 2024-06-01 14:14:36⑷设计的冲压件,在保证能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、保证产品质量稳定。⑸设计的冲压件,应有利于尽可能使用现有设备、工艺装备以及工艺流程对其进行加工,并有利于冲模使用寿命的延长。五金冲压件应用领域创兴五金厂车间(1)汽车行业的冲压。以拉深...
-
南山区使用五金冲压件推荐货源 2024-06-01 04:15:01在排布工位顺序时,应注意前后上位不能有影响,否则应调整工忙顺序。例如:在进行z字形弯曲时,如果z字形弯曲而上有冲孔且冲孔位置有较严格的公差要求,那么就应该先进行z字形弯曲,然后再冲扎,这样就保证了冲孔的位置。级进模的上位是根重要的工位.因为它涉及到产品如何从模具中取出。一般的出件方式主要包括吹出和落...
-
深圳供应五金冲压件私人定做 2024-06-01 05:15:29五金加工就是将原材料(不锈钢、铜料、铝料、铁料。.....),用车床、铣床、钻床、抛光等等机械按客户的图纸或样品加工成为各种各样的零件,如:螺丝、马达轴、模型车零件、钓鱼具配件、音箱类产品外壳、移动电源外壳等。五金加工流程就是根据生产需要进行开料,开好以后有些比如小的配件生产就可以去冲床然后进行锣切...
与五金冲压件相关的问题
新闻资讯
产品推荐
-
宝安区供应五金冲压件检查
2024-06-02 -
南山区附近塑料模具私人定做
2024-06-02 -
宝安区附近五金冲压件生产厂家
2024-06-02 -
深圳特种塑料模具保养
2024-06-02 -
光明区附近五金冲压件保养
2024-06-02 -
宝安区本地导光板检查
2024-06-02 -
广东什么是五金冲压件推荐货源
2024-06-02 -
深圳附近五金冲压件拆装
2024-06-02 -
福田区制造五金冲压件哪家好
2024-06-02