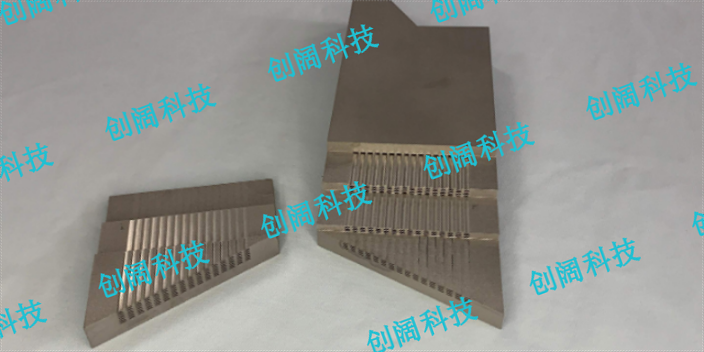
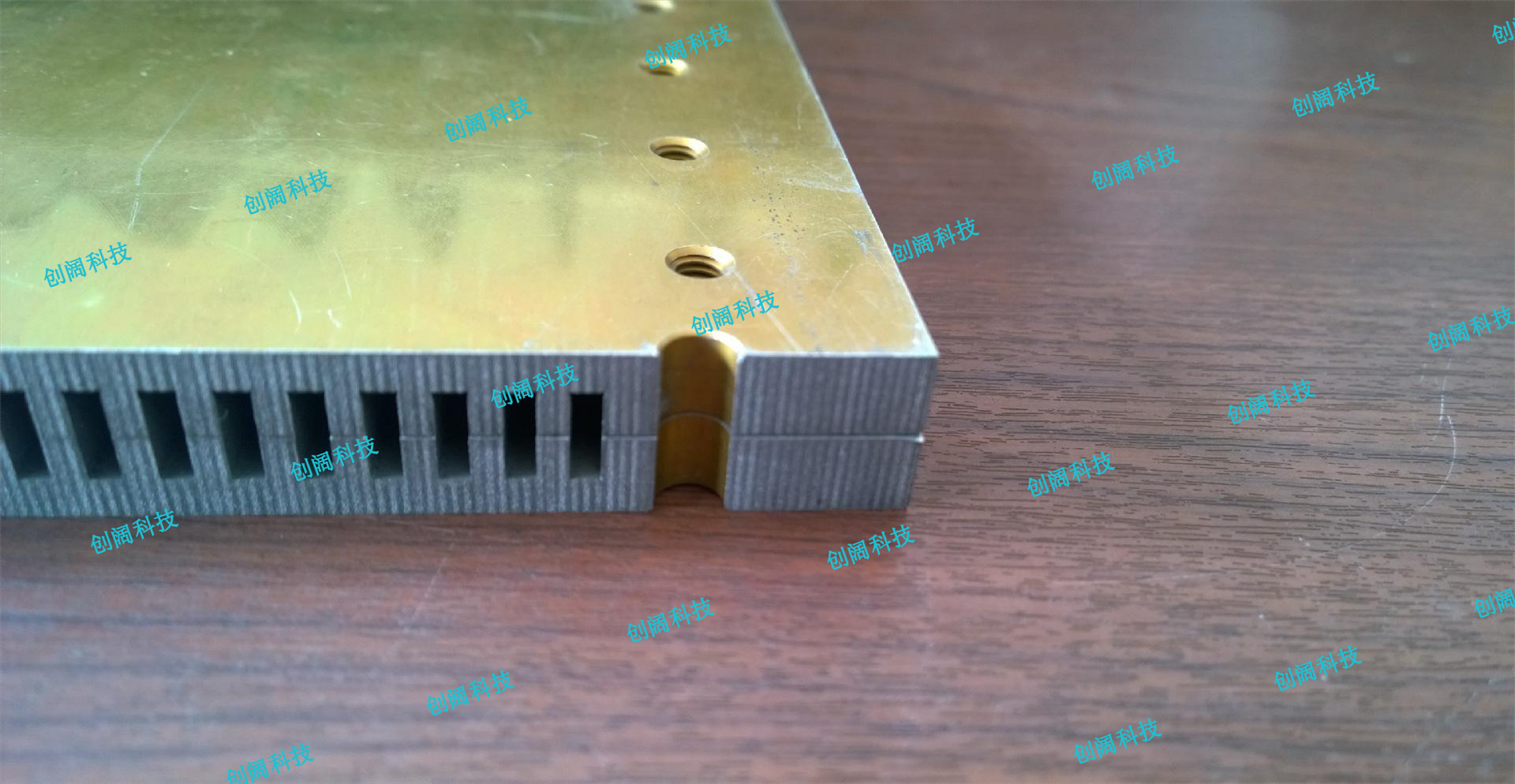
创阔科技采用真空扩散焊接制造微通道换热器,热交换器作为热管理系统关键装备,小型化(紧凑化)、换热效率高效化是当前该领域的主流发展方向,其使役性能方面的要求也日益严苛。这直接导致了热交换器装备在用材、加工、制造工艺等方面面临极大的挑战。以列管式换热器为例,对于薄壁或超薄壁的换热管,是以产品结构优化使用分体机械加工再真空扩散焊接加工来完成,然而普通的换热管极易发生溶蚀和烧穿,很难难焊并不不能焊。创阔科技团队通过焊接材料成分体系的科学设计、焊接工艺制度的不断优化,机械加工的不断更新,超薄壁换热管的焊接难题可以得到有效的解决。微加工技术起源于航天技术的发展,曾推动了微电子技术和数字技术的迅速发展,创阔科技添砖加瓦。不锈钢微通道换热器欢迎来电
创阔科技一直致力于开发研究直接接触式换热器,也叫混合式换热器,是冷热流体进行直接接触并换热的设备。通常情况下,直接接触的两种流体是气体和汽化压力较低的液体;蓄能式换热器的工作原理,是利用固体物质的导热特性,具体而言,热介质先将固体物质加热到一定温度,冷介质再从固体物质获得热量,通过此过程可实现热量的传递;间壁式换热器,也是利用了中介物的热传导,冷、热两种介质被固体间壁隔开,并通过间壁进行热量交换。对于供热企业而言,间壁式换热器的应用为。根据结构的不同,它还可划分为管式换热器、板式换热器和热管换热器。换热器是将热流体的部分热量传递给冷流体的设备,又称热交换器。按传热原理换热器分为间壁式换热器、蓄热式换热器、流体连接间接式换热器、直接接触式换热器、复式换热器;按用途分类,其分为加热器、预热器、过热器、蒸发器;按结构可分为:浮头式换热器、固定管板式换热器、U形管板换热器、板式换热器等。多层板微通道换热器厂家直销多层焊接式换热器,创阔科技加工。
微结构反应器(简称微反应器)是重要的微化工设备之一,是实现化工过程微小型化的装备。在微化工过程中微反应器担负起了完成反应过程、提高反应收率、控制产物形貌以及提升过程安分离回收难度和成本、减少过程污染等具有重要的意义。针对不同过程特点开发出的微反应器不仅形式多样,其配套的工艺技术也与传统化工过程存在一定区别,利用集成化的微反应系统可以实现过程的耦合,因此微反应技术的发展也同时带动了化工工艺的进步。微反应器起源于20世纪90年代,21世纪初叶是微尺度反应技术的快速发展期。创阔科技也在基础研究方面,随着对微尺度多相流动、分散、聚并研究的不断深入,微反应器内多相流型,分散尺度调控机制以及微分散体系的大批量制备规律等问题逐渐被人们深入理解。基于微反应器内微小的流体分散尺度、极大的相间接触面积等特点可以有效强化相间传质和混合过程,从而为反应过程的强化奠定基础。研究结果表明,利用微反应器能够有效强化受传递或混合控制的化学反应过程,而这类过程在传统的反应装置内往往难以精确控制,极易产生局部热点、浓度分布不均、短路流和流动死区等问题,微反应器具有的高效混合和快速传递性能是解决这些问题的重要手段。
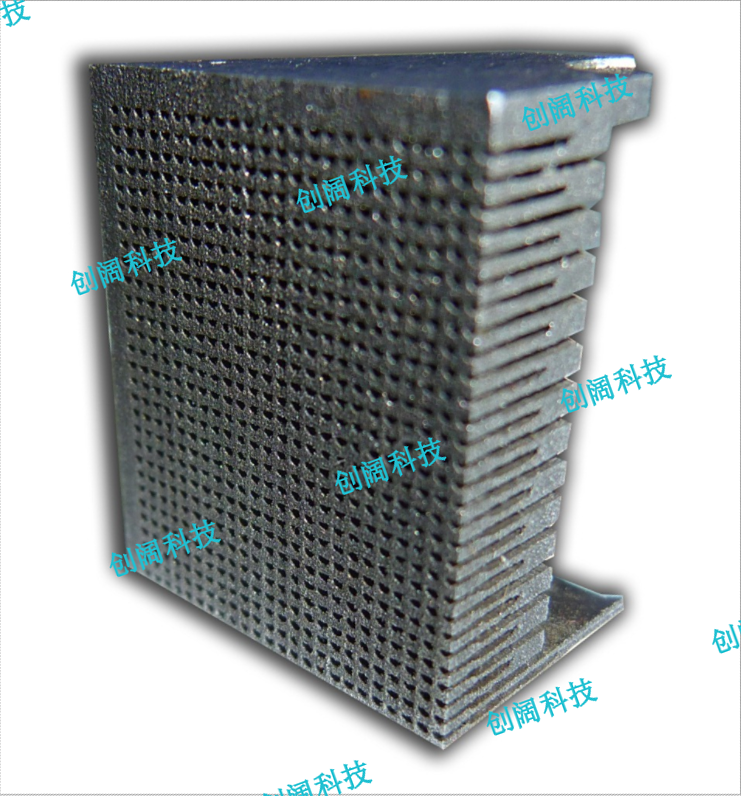
近年来,微化工技术已成为化学工程学科中一个新的发展方向和研究热点。微化工设备的主要组成部分是特征尺度为纳米到微米级的微通道,因此,微通道内的流体流动和传递行为就成为微化工系统设计和实际应用的基础,对其进行系统深入的研究具有重要意义。20世纪90年代初,可持续与高新技术发展的需要促进了微化工技术的研究,“创阔科技”其主要研究对象为特征尺度在微米级的微通道,由于尺度的微细化使得微通道中化工流体的传热、传质性能与常规系统相比有较大程度的提高,即系统微型化可实现化工过程强化这一目标。自微通道反应器面世以来,微通道反应技术的概念就迅速引起相关领域**的浓厚兴趣和关注,欧美、日本、韩国和中国等都非常重视这一技术的研究与开发。由于特征尺度的微型化,微化工技术的发展在技术领域中构成了重大挑战,也为科学领域带来许多全新的问题,在微尺度的化工系统中,传统的“三传一反”理论需要修正、补充和创新,系统的表面和界面性质将会起重要作用,从宏观向微观世界过渡时存在的许多科学问题有待于发现、探索和开拓。特征尺度为微米和纳米级的微通道是微化工设备系统的主要组成部分,微通道内的单相、气液和液液两相流是微流体学的主要研究内容。创阔科技制作微结构,微通道换热器,可按需定制。
创阔能源科技微通道加工材质的选择在低介质流量时,热阻控制区为低热导率区。因此低热导率材料换热器(如玻璃)的换热效率要明显高于诸如金属等具高热导率的换热器。在高介质流量时,对于结构参数一定的换热器,随操作流量的增加,导热热阻对换热效率的影响逐渐增强,高效换热区也向高热导率方向移动,换热器材料可用热导率相对较低的金属材料(如不锈钢)。Bier等对错流式微通道换热器内气-气换热特性进行了数值分析和实验研究,结果表明,不锈钢微通道换热器的换热效率高于铜微换热器。创阔科技微通道换热设计加工制作。重庆创阔科技微通道换热器
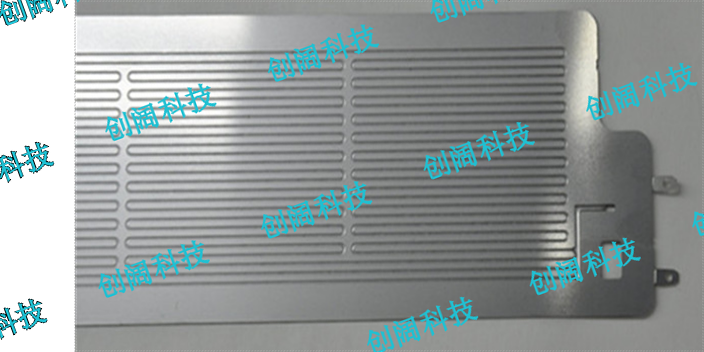
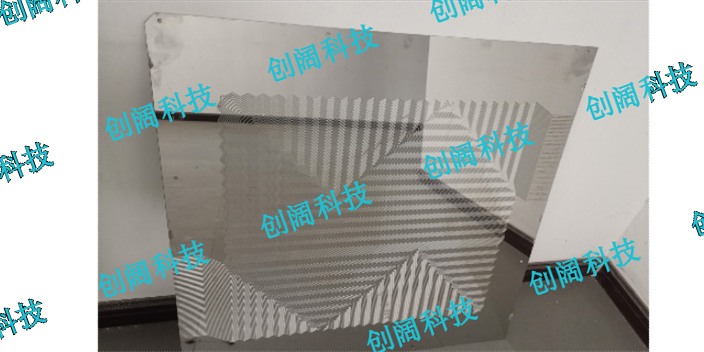
异形微通道换热器,创阔科技设计加工。不锈钢微通道换热器欢迎来电
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。不锈钢微通道换热器欢迎来电