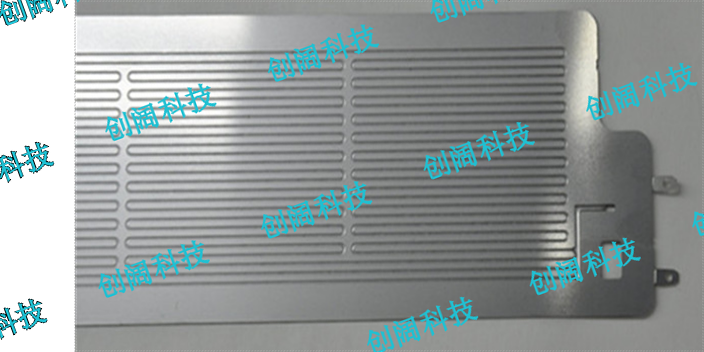
微通道,也称为微通道换热器,就是通道当量直径在10-1000μm的换热器。这种换热器的扁平管内有数十条细微流道,在扁平管的两端与圆形集管相联。集管内设置隔板,将换热器流道分隔成数个流程。板式换热器是由一系列具有一定波纹形状的金属片叠装而成的一种新型换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。不管是微通道板片的原理和换热器板片每张板片包含两个部件:金属板:为压制有波纹、密封槽和角孔的金属薄板,是重要的传热元件。波纹不仅可强化传热,而且可以增加薄板的和刚性,从而提高板式换热器的承压能力,并由于促使液体呈湍流状态,故可减轻沉淀物或污垢的形成,起到一定的“自洁”作用。密封垫片:安装在沿板片周边的垫圈槽内,密封板片之间的周边,防止流体向外泄漏,并按设计要求,密封一部分角孔,使冷、热液体按各自的流道流动。换热器板片密封原理在波纹板片上粘有密封垫,密封垫设计成双道密封结构,并具有信号孔。当介质如从前一道密封泄漏时,可从信号孔泄出,便能及早发现问题加以解决,不会造成两种介质的混合。微米和纳米级的微通道是微化工设备系统的主要组成部分,创阔科技为其研发制作一站式服务。杨浦区电子芯片微通道换热器
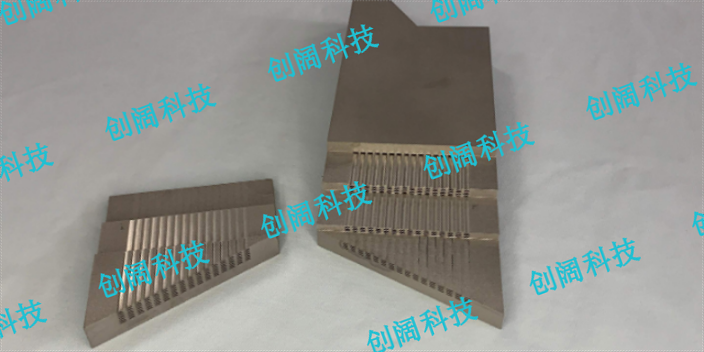
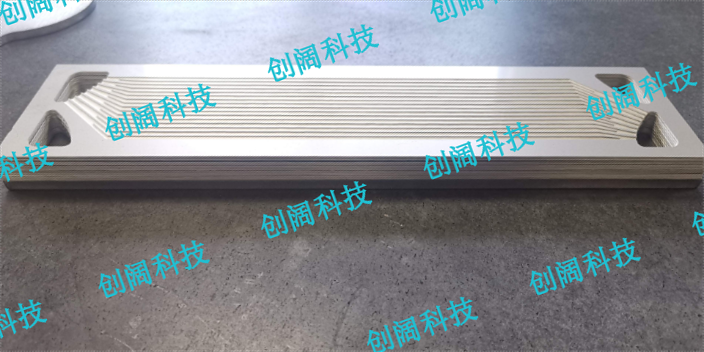
创阔科技介绍微通道热交换器作为热管理系统关键装备,小型化(紧凑化)、换热效率高效化是当前该领域的主流发展方向,其使役性能方面的要求也日益严苛。这直接导致了热交换器装备在用材、加工、制造工艺等方面面临极大的挑战。以列管式换热器为例,对于薄壁或超薄壁的换热管,无论是钎焊还是熔化焊,换热管极易发生溶蚀和烧穿。但难焊并不不能焊。通过焊接材料成分体系的科学设计、焊接工艺制度的不断优化,超薄壁换热管的焊接难题可以得到有效的解决。微通道换热器再以平板式换热器为例。现阶段,平板式换热器制造工艺以钎焊和扩散焊两种工艺路线为主。钎焊方法因为服役环境对钎料的限制而存在很大的局限性,而真空扩散焊方法则可以有效地避免这一问题。但后者对工件的加工质量、表面状态以及设备有着极高的要求。随着换热器结构的紧凑化、小型化发展,真空扩散焊的技术优势进一步彰显,但技术难度的加大也显而易见。创阔科技根据时代的需求不断创新技术,开发产品,完全克服换热器微通道的变形与界面结合率之间如何取得良好的平衡直接决定了真空扩散焊工艺的成败。创阔金属科技的团队在各种结构的微通道热交换器结构焊接加工制造方面拥有深厚的技术积累和研发实力。安徽多层结构微通道换热器创阔科技加工微通道换热器,微米级等多种结构。
微通道换热器的工程背景来源于上个世纪80年代高密度电子器件的冷却和90年代出现的微电子机械系统的传热问题。换热器工质通过的水力学直径从管片式的10~50mm,板式的3~10mm,不断发展到小通道的μm,这既是现代微电子机械快速发展对传热的现实需求,也是微通道具有的优良传热特性使然。微通道技术同时触发了传统工业制冷、汽车空调、家用空调等领域提高效率、降低排放的技术革新。微通道换热器由集流管、多孔扁管和波纹型百叶窗翅片组成。但扁管是每根截断的,在扁管的两端有集流管,根据集流管是否分段,可分为单元平流式和多元平流式。百叶窗式翅片具有切断散热器上气体边界层的发展,使边界层在各表面不断地破坏,在下一个冲条形成新的边界层,不断利用冲条的前缘效应,达到强化传热的目的,提高换热器性能,在同样的迎风面下,多元平行流换热器比管带式换热器的换热效率提高了30%以上,而空气侧阻力不变,甚至减小。集流管与隔板制冷剂的流动是通过集流管和隔板来控制的,能够很好地优化不同相态冷媒在MCHE管路中的流路分配。多元平流式对于多元平流式冷凝器,其集流管中有隔片隔断,每段管子数不同,呈逐渐减少趋势,刚进冷凝器时,制冷剂比容较大,管子数也较多。
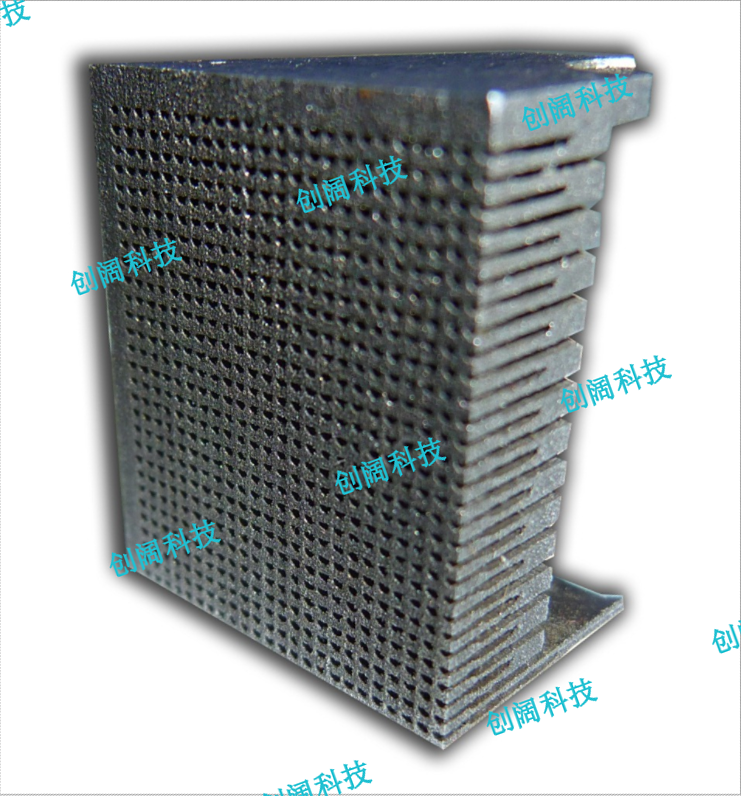
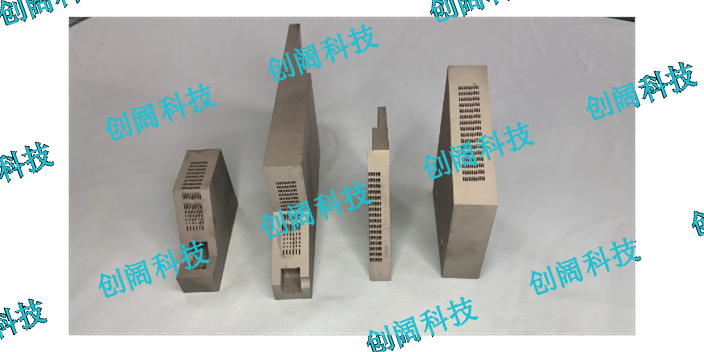
创阔科技在面对“微通道管材与换热器制造技术及该技术对于发展微通道管材与换热器先进制造技术,形成我国微通道换热器产业链,推动空调产业升级和节能减排具有重要意义。微通道换热器本源于汽车空调,现在正逐步向家用、商用大型空调的方向发展,并有望替代铜管-铝翅片换热器,做出更大的研究与贡献。创阔能源科技又在板式换热器具有高效节能、结构紧凑、容易清洗拆装方便.使用寿命长、适应性强且不串液等优点,板式换热器作为--种.高效紧凑式的换热器,在其加热、冷却、凝结.蒸发和热传导过程中,与管壳式换热器相比具有低廉价格和更高传热效率的优点,因而得到了各个工业领域的广泛应用。板式换热器的应用不仅能够起到节能减耗的作用,而且对工业生产能够降低成本,增加工业生产经济效益,对工业的生产经济具有促进作用。创阔科技制作微结构,微通道换热器,可按需定制。
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。多层焊接式换热器,创阔科技加工。PCHE应用微通道换热器联系方式
集成式微通道换热器,高效紧凑型换热器请联系创阔能源科技。杨浦区电子芯片微通道换热器
技术实现要素:本实用新型的目的是为了解决现有技术中存在流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低的缺点,而提出的一种实现多次加强混合作用的微通道结构。为了实现上述目的。“创阔科技”研究开发一种实现多次加强混合作用的微通道结构,包括主流道和第二主流道,所述主流道的右侧设置有前腔混合室,且主流道和前腔混合室之间设置有分流道路,所述分流道路的右侧设置有中间混合腔室。杨浦区电子芯片微通道换热器