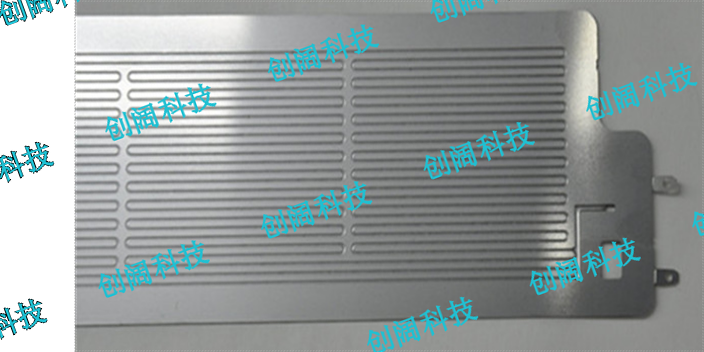
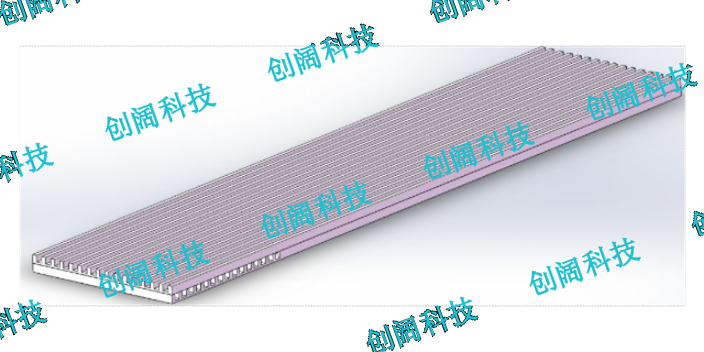
创阔能源科技临界热流密度对于有相变的换热,微通道中的临界热流密度现象不同于常规通道。微通道中临界热流密度的产生是由于微通道的蒸汽阻塞。在达到临界热流密度之前,微通道的流动和传热主要是周期性的过冷流动沸腾,从微通道逸出的汽泡和进入微通道的液体反复交替冲刷微通道。一旦达到临界热流密度,微通道中的流动和传热主要是一个蒸汽周期性逸出的过程。一直持续到过热蒸汽的出现,直到整个微通道被过热蒸汽阻塞。入口段效应Nusselt数随无量纲加热长度Lh的增加而减小。而对于常规尺度下圆管内层流换热,当Lh=,换热趋于充分发展状态,Nusselt数趋于定值。根据Lh的取值范围≤Lh≤,可以计算得到换热入口段长度占总通道长度的百分比为。入口段效应对工质换热的影响十分。微通道通过各向异性的蚀刻过程可完成加工新型换热器。闵行区紧凑型多结构微通道换热器
盖板上的容器内装有铂电极,用于加载电流。气液相微反应器的研究较之液液相微反应器更少,所报道的微反应器按照气液接触的方式可分为两类。T形液液相微反应器一类是气液分别从两根微通道汇流进一根微通道,整个结构呈T字形。由于在气液两相液中,流体的流动状态与泡罩塔类似,随着气体和液体的流速变化出现了气泡流、节涌流、环状流和喷射流等典型的流型,这一类气液相微反应器被称做微泡罩塔。另一类是沉降膜式微反应器,液相自上而下呈膜状流动,气液两相在膜表面充分接触。杨浦区微通道换热器生产厂家微通道通过各向异性的蚀刻过程可完成加工新型换热器,创阔科技。
目前,随着微型机械电子系统和微型化学机械系统的发展,传统的换热装置已不能满足应用系统的基本要求,换热装置微型化的发展成为迫切要求和必然趋势;另外,随着能源问题的日渐突显,也要求在满足热量交换的前提下,尽可能缩小设备体积,即提高设备的紧凑性,进而减轻设备重量,节约材料,并相应地减少占地面积。目前,微型换热装置虽然在设计、制造、装配、密封技术和参数测量(无接触测量技术)等技术方面还存在很多难点,但随着大量的试验和数值模拟对其结构、性能等的技术改进和优化设计研究,微型换热装置将日趋成熟,成为一种具有广泛应用前景的新型设备,创阔科技致力于开发研究,微通道换热器,氢气加热器,微化工混合反应器等等。
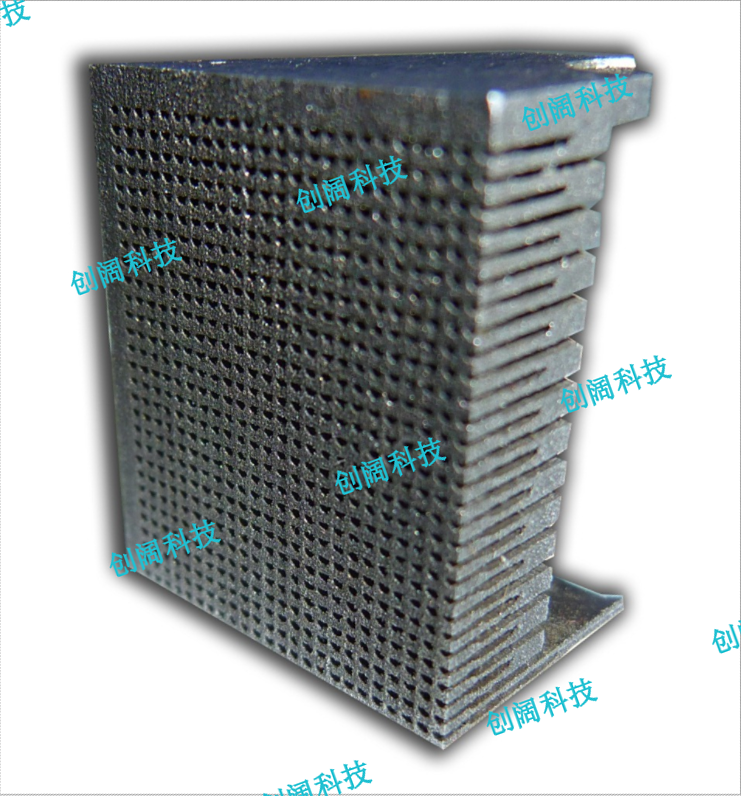
创阔科技制作的微化工反应器的特点,面积体积比的增大和体积的减小.在微反应设备内,由于减小了流体厚度,相应的面积体积比得到了的提高。通常微通道设备的比表面积可以达到10000-50000m2/m3,而常规实验室或工业设备的比表面积不会超过l000m2/m3或100m2/m3。因此,比表面积的增加除了可以强化传热外,也可以强化反应过程,例如,高效率的气相催化微反应器就可以采用在微通道内表面涂敷催化剂的结构。目前已有的界面积的微反应器为降膜式微反应器,其界面积可以达到25000m2/m3,而传统鼓泡塔的界面积只能达到100m2/m3,即使采用喷射式对撞流的气液接触式反应器的比表面积也只能达到2000m2/m3左右。若在微型鼓泡塔中采用环流流动,理论上其比表面积可以达到50000m2/m3以上。微结构流道板换热器加工制作设计。
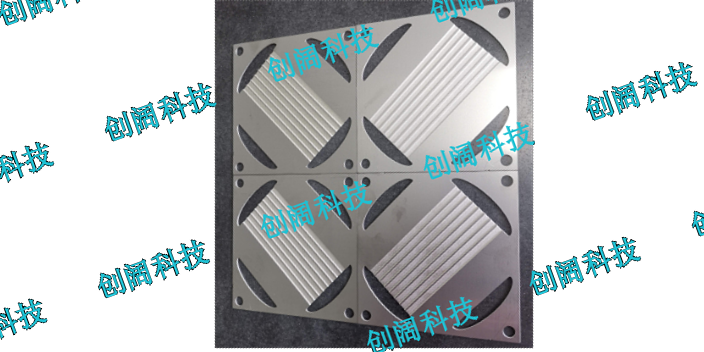
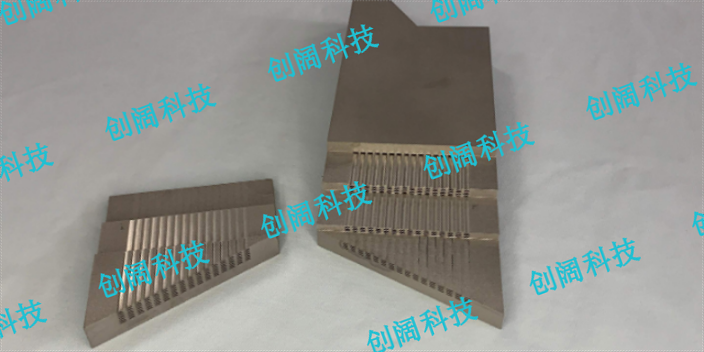
创阔金属微通道换热器有哪些选用材料?在这里,创阔金属也整理了一下详细的资料,来为大家阐述一下微通道换热器的选用材料。微型微通道换热器可选用的材料有:聚甲基丙烯酸甲酯、镍、铜、不锈钢、陶瓷、硅、Si3N4和铝等。采用镍材料的微通道换热器,单位体积的传热性能比相应聚合体材料的换热器高5倍多,单位质量的传热性能也提高了50%。采用铜材料,可将金属板材加工成小而光滑的流体通道,且可精确掌握翅片尺寸和平板厚度,达到几十微米级,经钎焊形成平板错流式结构,传热系数可达45MW/(m3·K),是传统紧凑式换热器的20倍。采用硅、Si3N4等材料可制造结构更为复杂的多层结构,通过各向异性的蚀刻过程可完成加工新型换热器,使用夹层和堆砌技术可制造出各种结构和尺寸,如通道为角锥结构的换热器。大尺度微通道换热器形成微通道规模化的生产技术主要是受挤压技术,受压力加工技术所限,可选用的材料也极为有限,主要为铝及铝合金。微通道板式换热器设计加工创阔科技。江苏微通道换热器服务至上
创阔科技制作微通道换热器,微结构换热器,设计加工。闵行区紧凑型多结构微通道换热器
创阔科技使用的真空扩散焊是一种固态连接方法,是在一定温度和压力下使待焊表面发生微小的塑性变形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散使原始界面和孔洞完全消失,达到良好的冶金结合。其优点可归纳为以下几点:(1)接头性能优异。扩散焊接头强度高,真空密封性好,质量稳定。对于同质材料,焊接接头的微观组织及性能与母材相似,且母材在焊后其物理、化学性能基本不发生改变。(2)焊接变形小。扩散连接是一种固相连接技术,焊接过程中没有金属的熔化和凝固。闵行区紧凑型多结构微通道换热器