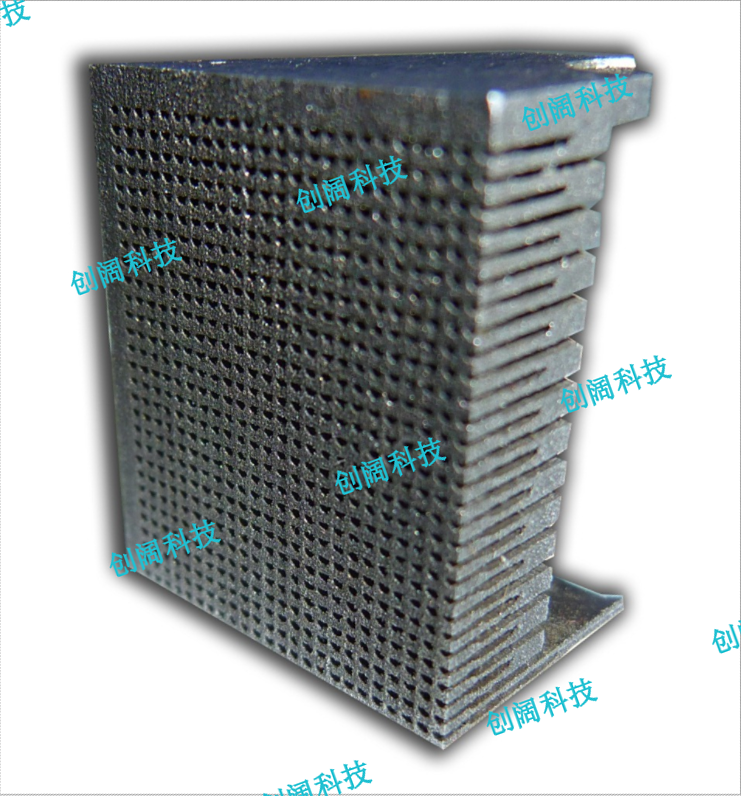
目前,随着微型机械电子系统和微型化学机械系统的发展,传统的换热装置已不能满足应用系统的基本要求,换热装置微型化的发展成为迫切要求和必然趋势;另外,随着能源问题的日渐突显,也要求在满足热量交换的前提下,尽可能缩小设备体积,即提高设备的紧凑性,进而减轻设备重量,节约材料,并相应地减少占地面积。目前,微型换热装置虽然在设计、制造、装配、密封技术和参数测量(无接触测量技术)等技术方面还存在很多难点,但随着大量的试验和数值模拟对其结构、性能等的技术改进和优化设计研究,微型换热装置将日趋成熟,成为一种具有广泛应用前景的新型设备,创阔科技致力于开发研究,微通道换热器,氢气加热器,微化工混合反应器等等。微通道换热器创阔能源科技制作加工。北京微通道换热器诚信合作
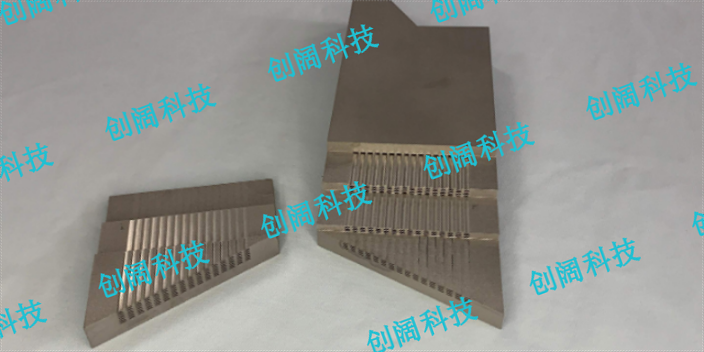
创阔能源科技制作的微化工反应器的特点,对反应时间的精确控制:常规的单锅反应,往往采用逐渐滴加反应物,以防止反应过于剧烈,这就造成一部分先加入的反应物停留时间过长。对于很多反应,反应物、产物或中间过渡态产物在反应条件下停留时间一长就会导致副产物的产生。而微反应器技术采取的是微管道中的连续流动反应,可以精确控制物料在反应条件下的停留时间。一旦达到比较好反应时间就立即传递到下一步或终止反应,这样就能有效消除因反应时间长而产生的副产物。结构保证安全性:由于换热效率极高,即使反应突然释放大量热量,也可以被吸收,从而保证反应温度在设定范围内,很大程度地减少了发生安全事故和质量事故的可能性。而且微反应器采用连续动反应,在反应器中停留的化学品量很少,即使万一失控,危害程度也非常有限。不锈钢微通道换热器设计创阔科技微通道换热设计加工制作。
创阔能源科技临界热流密度对于有相变的换热,微通道中的临界热流密度现象不同于常规通道。微通道中临界热流密度的产生是由于微通道的蒸汽阻塞。在达到临界热流密度之前,微通道的流动和传热主要是周期性的过冷流动沸腾,从微通道逸出的汽泡和进入微通道的液体反复交替冲刷微通道。一旦达到临界热流密度,微通道中的流动和传热主要是一个蒸汽周期性逸出的过程。一直持续到过热蒸汽的出现,直到整个微通道被过热蒸汽阻塞。入口段效应Nusselt数随无量纲加热长度Lh的增加而减小。而对于常规尺度下圆管内层流换热,当Lh=,换热趋于充分发展状态,Nusselt数趋于定值。根据Lh的取值范围≤Lh≤,可以计算得到换热入口段长度占总通道长度的百分比为。入口段效应对工质换热的影响十分。
创阔科技的微通道尺寸小,流体在微通道中的流动为层流状态,为了在层流状态下提高微混合器的混合效果,实现快速混合,学者们设计出了许多微混合器的结构。依据有无外力的加人将微混合器,分为主动型微混合器与被动型微混合器。主动型微混合器需要外界的能量加人以诱导混合的发生,如磁场、电动力、超声波等。与主动型微混合器需要加人外界能量不同,被动型微混合器依靠自身的几何结构来促进混合。被动型微混合器又可以分为T型、分流型、混沌型等。T型微混合器结构简单,但无法提供很大的流体间接触面积。分流型微混合器将待混合流体分成许多薄层,薄层间相互接触,增大流体间接触面积促进混合。本文所研究的内交叉指型微混合器为分流型微混合器。混沌对流可以使流体界面变形、拉伸、折叠,从而增加流体界面面积强化传质。本文所研究的分离再结合型微混合器就是一种三维结构的混沌型微混合器。创阔科技制作微反应器的优良特性,我们需要精确设计微反应器。

复杂的气固相催化微反应器一般都耦合了混合、换热、传感和分离等某一功能或多项功能。具有特征的气相微反应器是麻省理工学院RaviSrinivason等设计制作的T形薄壁微反应器。该反应器用于氨的氧化反应,氨气和氧气分别从T形反应器的两侧通道进入,分别经过流量传感器,在正下方通道进口处混合,正下方通道壁外侧装有温度传感器和加热器,而T形反应器的薄壁本身就是一个换热器,通过变化薄壁的制作材料改变热导率和调整壁厚度,可以控制反应热量的移出,从而适合放热量不同的各种化学反应。此外,Franz等还设计制作了一种用于脱氢/加氢反应的微膜反应器,因为耦合了膜分离功能,反应物和产物在反应的同时进行分离,使平衡转化率不断提高,同时产物的收率也有所增加。耦合反应、加热和冷却3种功能的微反应器T形薄壁微反应器微膜反应器及其制作流程液液相反应的一个关键影响因素是充分混合,因而液液相微反应器或者与微混合器耦合在一起,或者本身就是一个微混合器。专为液液相反应而设计的与微混合器等其他功能单元耦合在一起的微反应器案例为数不多。主要有BASF设计的维生素前体合成微反应器和麻省理工学院设计的用于完成Dushman化学反应的微反应器。创阔科技致力于加工设计微通道换热器。北京微通道换热器诚信合作
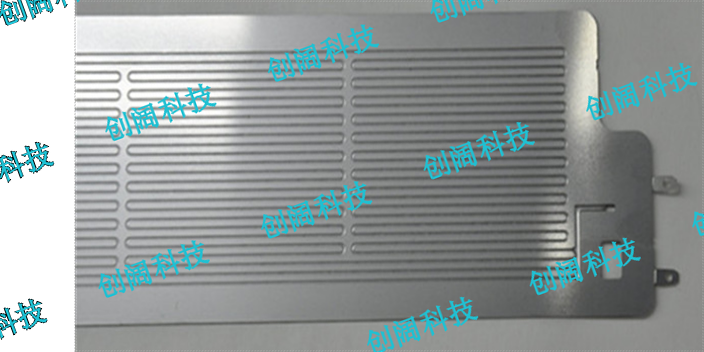
微通道板式换热器设计加工创阔科技。北京微通道换热器诚信合作
“创阔金属科技”针对真空、扩散、焊接,分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。北京微通道换热器诚信合作