- 品牌
- 米控机器人
- 型号
- 齐全
- 基材
- 设备
五轴机床和三轴机床不同之处在于它还有两个旋转坐标,刀具位置从工件坐标系向机床坐标系转换,中间要经过几次坐标变换。利用市场上流行的后置处理器生成器,只需输入机床的基本参数,就能够产生三轴数控机床的后置处理器。而针对五轴数控机床,目前只有一些经过改良的后置处理器。五轴数控机床的后置处理器还有待进一步开发。三轴联动时,刀具的轨迹中不必考虑工件原点在机床工作台的位置,后置处理器能够自动处理工件坐标系和机床坐标系的关系。对于五轴联动,例如在XYZBC五轴联动的卧式铣床上加工时,工件在C转台上位置尺寸以及B、C转台相互之间的位置尺寸,产生刀具轨迹时都必须加以考虑。工人通常在装夹工件时要耗费大量时间来处理这些位置关系。如果后置处理器能处理这些数据,工件的安装和刀具轨迹的处理都会简化:只需将工件装夹在工作台上,测量工件坐标系的位置和方向,将这些数据输入到后置处理器,对刀具轨迹进行后置处理即可得到适当的NC程序。东台PocketNC五轴款式哪家好,欢迎咨询宁波米控机器人科技有限公司。韶关五轴厂
小五轴机床和三轴机床不同之处在于它还有两个旋转坐标,刀具位置从工件坐标系向机床坐标系转换,中间要经过几次坐标变换。利用市场上流行的后置处理器,只需输入机床的基本参数,就能够产生三轴数控机床的后置处理器。而针对五轴数控机床,目前只有一些经过改良的后置处理器。五轴数控机床的后置处理器还有待进一步开发。三轴联动时,刀具的轨迹中不必考虑工件原点在机床工作台的位置,后置处理器能够自动处理工件坐标系和机床坐标系的关系。对于五轴联动,例如在X、Y、Z、B、C五轴联动的卧式铣床上加工时,工件在C转台上位置尺寸以及B、C转台相互之间的位置尺寸,产生刀具轨迹时都必须加以考虑。工人通常在装夹工件时要耗费大量时间来处理这些位置关系。如果后置处理器能处理这些数据,工件的安装和刀具轨迹的处理都会有效简化;只需将工件装夹在工作台上,测量工件坐标系的位置和方向,将这些数据输入到后置处理器,对刀具轨迹进行后置处理即可得到适当的NC程序。宁波五轴技术无锡去毛刺五轴产品质量哪家好,欢迎咨询宁波米控机器人科技有限公司。
中途对刀现象:数控车削加工中过程中某非基准刀崩刀或刀尖发生磨损影响加工精度。(该例假设3号非基准刀发生崩刀现象)分析及解决:此类故障在不熟练工人操作数控车床时常有发生。故障发生后,我们应马上依次按下操作面板上“暂停”、“复位”、“程序回零”、“运行”等键,取消3号刀刀补,在3号刀位置重装合适的刀具,接通电源,测量工件某处直径α,启动主轴,用3号刀刀尖轻轻接触该处表面,按操作面板上“刀补”键,在刀具偏置号103处输入X“α”;退出刀具,停主轴,测量工件某处台阶至工件原点的距离β,启动主轴,用3号刀刀尖轻轻接触该处台阶,按操作面板上“刀补”键,在刀具偏置号103处输入Z“β”。系统自动计算出重装后的3号刀刀补。
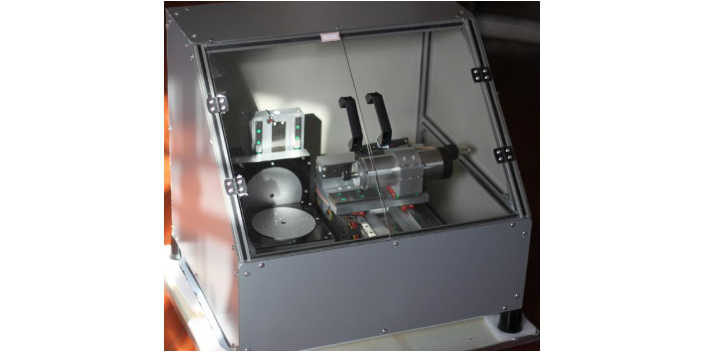
桌面便携式五轴数控机床-VMC300五轴联动教学机床在“十二五”规划中,装备制造被列入战略性新兴产业。五轴联动数控机床是装备制造的一个重要组成部分,也是显示国家技术实力和工业制造能力的一项重要指标。企业对员工与学生的动手能力提出了更高的要求,为适应这种变化,教学型五轴数控机床应运而生。功能概述育能V300小型五轴联动数控加工中心一款具有价格低廉、小巧便携;配置高速高刚性电主轴,高精度摇篮式工作台;采用高刚性滚珠丝杠,三轴快移速度高达10M/min,进给加速度6M/min,加工精度可达0.03mm;摇篮工作台可实现A轴±120°、C轴马达360°多角度加工等特点;江苏雕刻牙齿五轴价格哪家好,欢迎咨询宁波米控机器人科技有限公司。

小五轴联动加工中心采用计算机辅助CAE结构设计,关键运动部件经多次优化设计,保证机床整体的刚性和精度;机床合理布局,机床结构刚性高,X/Y/Z三轴传动均选用高精度滚珠丝杠直线导轨,具有导向精度高、摩擦系数小、运行速度高等特点;五轴联动可加工空间任意方向孔、面及复杂型面。但是,小五轴数控加工由于干涉和刀具在加工空间的位置控制,其数控编程、数控系统和机床结构远比三轴机床复杂得多。所以,小五轴说起来容易,真实实现真的很难!另外,要操作运用好更难!衢州Rtcp五轴价格哪家好,欢迎咨询宁波米控机器人科技有限公司。口袋五轴推荐
南京自动加工五轴质量哪家好,欢迎咨询宁波米控机器人科技有限公司。韶关五轴厂
小五轴机床是在原有三轴的加工中心发展而来。根据根据ISO的规定,在描述数控机床的运动时,采用右手直角坐标系;其中平行于主轴的坐标轴定义为z轴,绕x、y、z轴的旋转坐标分别为A、B、C。各坐标轴的运动可由工作台,也可以由刀具的运动来实现,但方向均以刀具相对于工件的运动方向来定义。通常五轴联动是指x、y、z、A、B、C中任意5个坐标的线性插补运动。换言之,五轴,指x、y、z三个移动轴加任意两个旋转轴。五轴依据联动轴摆动机构不同,有以下几种分类。1.工作台摇篮式2.立式主轴双摆头3.卧式主轴双摆头4.工作台摆动式5.工作台主轴摆动。韶关五轴厂
宁波米控机器人科技有限公司是一家集研发、生产、咨询、规划、销售、服务于一体的生产型企业。公司成立于2016-09-20,多年来在桌面五轴机床,激光精密加工系统,金刚石刀具精密加工设备,机器视觉行业形成了成熟、可靠的研发、生产体系。在孜孜不倦的奋斗下,公司产品业务越来越广。目前主要经营有桌面五轴机床,激光精密加工系统,金刚石刀具精密加工设备,机器视觉等产品,并多次以机械及行业设备行业标准、客户需求定制多款多元化的产品。宁波米控机器人科技有限公司研发团队不断紧跟桌面五轴机床,激光精密加工系统,金刚石刀具精密加工设备,机器视觉行业发展趋势,研发与改进新的产品,从而保证公司在新技术研发方面不断提升,确保公司产品符合行业标准和要求。宁波米控机器人科技有限公司注重以人为本、团队合作的企业文化,通过保证桌面五轴机床,激光精密加工系统,金刚石刀具精密加工设备,机器视觉产品质量合格,以诚信经营、用户至上、价格合理来服务客户。建立一切以客户需求为前提的工作目标,真诚欢迎新老客户前来洽谈业务。

模具侧壁的加工对模具侧壁的加工,应用三轴加工中心刀具长度要比侧壁深度大,也是由侧壁深度来决定刀具长度的,若增加刀具的长度,其强度则会明显降低,若刀具长度高于3倍径,让刀现象便会发生,工件的质量将难以保证。如应用小五轴加工中心对模具的侧壁加工,能利用主轴或是工件的摆动,使刀具与模具侧壁始终呈现出垂直的状态,铣模具侧壁时可以使用平面铣刀,这样可以提高工件质量并延长刀具的使用寿命。模具较平的曲面加工对模具较平的曲面加工时,三轴加工中心需用球刀精铣,获取好的表面质量,而这种情况下需要增加刀路,但球头刀刀具的中心旋转线速几乎为零,在模具加工时对刀具损伤的程度较大,刀具的使用寿命会急剧下降,而模具表面质量...







